Types of wear: Abrasive, adhesive, corrosive, surface fatigue and brinelling wear
By Dan Holdmeyer, Contributing Editor | TLT Lubrication Fundamentals December 2024
Friction exists between moving surfaces, causing surface damage and mechanical wear.

Tribology is the study of friction, wear and lubrication. Over the past few years, this TLT Lubrication Fundamentals column discussed a myriad of lubrication topics, such as lubrication regimes with the Stribeck curve, lubricants, lubricant testing, contamination and lubrication applications. However, lubrication fundamentals understanding would not be complete without knowing about friction and the different types of wear that occur on solid surfaces, typically between two metal surfaces moving, sliding or rolling past each other.
Even highly polished surfaces have microscopic hills and valleys, called asperities (see Figure 1), measured as surface roughness. When two surfaces in contact with each other move relative to each other, the asperities of each surface interact. If the pressure on the surfaces is low enough the asperities will slide over each other. Think of sliding a box across the floor. The force required to initially move the box is greater than the force required to keep moving the box, because static friction is greater than kinetic friction. The asperity peaks settle into the valleys of the opposing surface when at rest, but when the box is in motion the asperity peaks slide over the asperity peaks of the floor creating less resistance, or friction. As the box and floor asperities slide over each other, they vibrate and create the sliding noise. Besides the sliding noise, the friction from the asperity interaction also generates heat. This is called dry friction.
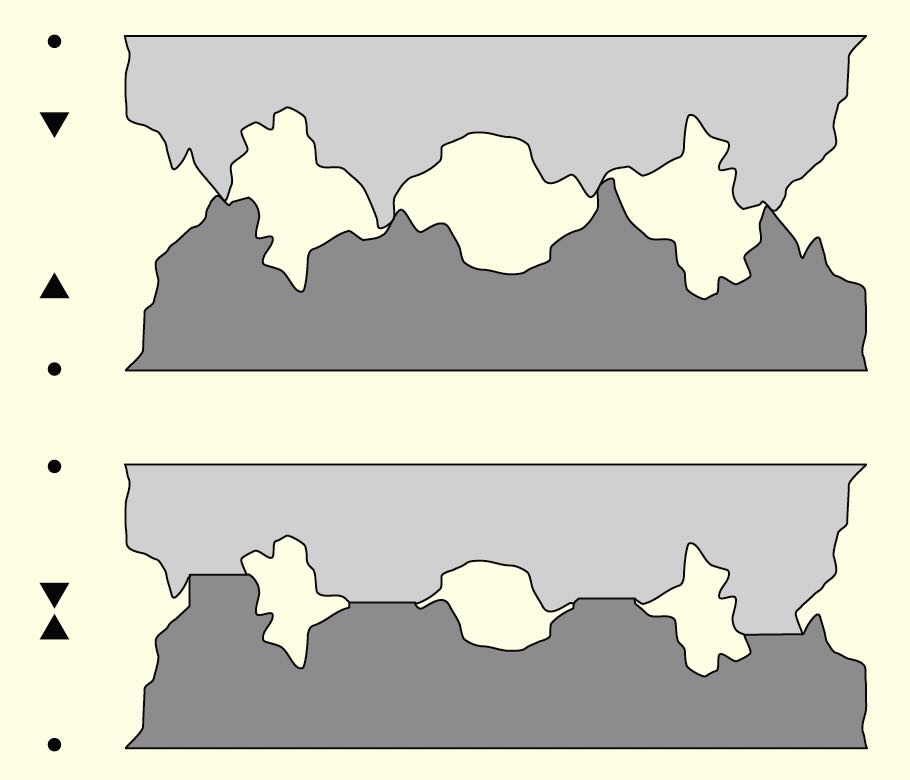
Figure 1. Asperities. Figure courtesy of TotoBaggins, Mckdandy, CC BY-SA 3.0, via Wikimedia Commons.
Separating the previously mentioned asperities from each other via a lubricant greatly reduces the friction. However, friction still exists between the moving surfaces. Fluid friction is generated by the layers of the lubricant moving relative to each other between the moving surfaces. Fluid friction is measured by, and reported as, the lubricant’s viscosity. As can be seen in the Stribeck curve (see Figure 2), once in the full fluid film phase 3 of the curve, where the asperities are completely separated, the friction increases up the vertical y-axis as the sliding speed of the two surfaces increases along the horizontal x-axis. This is due to the viscosity, or the fluid friction, of the lubricant and why a lower viscosity lubricant is needed with high-speed applications to reduce the fluid friction. This is further explained in the July 2022 TLT Lubrication Fundamentals article titled “The Stribeck curve.”
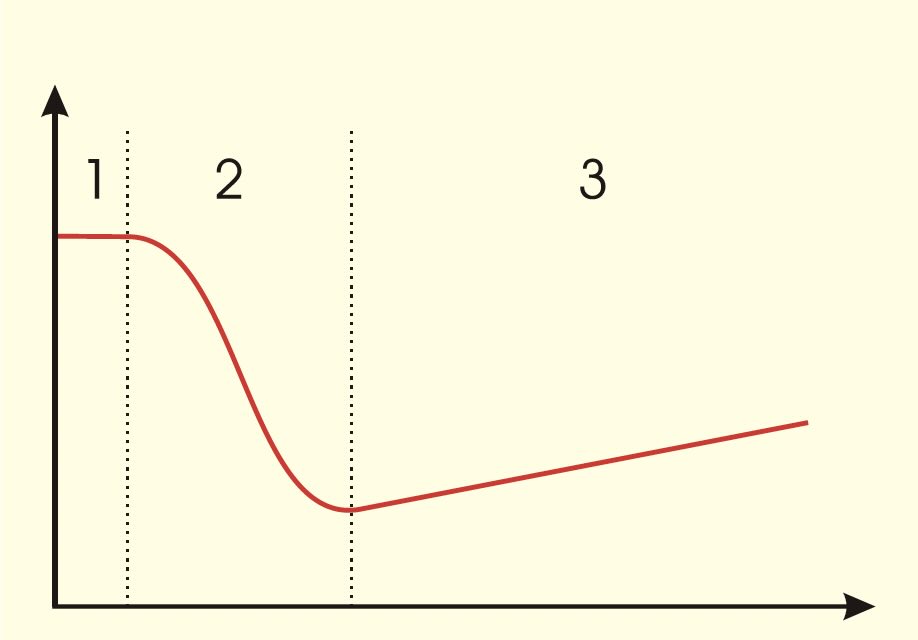
Figure 2. Stribeck curve. Figure courtesy of A7N8X, CC BY-SA 3.0, via Wikimedia Commons.
Another important consequence of friction can be surface damage and would be considered mechanical wear. Wear damage is the removal or deformation of solid surfaces.
Adhesive wear is one type of wear that occurs when the load is high enough and temperature rises enough that interacting asperities, of similar metallurgy, can instantaneously weld. An example of adhesive wear is in gear applications. Automotive gears transfer a lot of power through gear teeth, just two or three engaged at a time. The pressures are quite high, and the gear teeth surface asperities can instantaneously weld to each other. Then, as the gear continues to rotate, the gear teeth disengage and tear the asperity away from the surface because the weld is stronger than the metallurgy holding the asperity. This is commonly referred to as “weld and tear.” This leaves pits or spalls (see Figure 3), on the gear tooth surface, as obvious surface damage. (See the October 2022 TLT Lubrication Fundamentals article titled “More on how additives finish the lubricant” to learn how additives combat weld and tear.) Just like scuffing of street shoes on the gym floor, adhesive wear transfers material from one surface to another (see Figure 4). In other cases, the welded asperities are torn from both surfaces and becomes a “three party wear” particle and wear debris.

Figure 3. Gear teeth spalling wear. Figure courtesy of Jean-Jacques MILAN 20:13, 12 May 2005 (UTC), CC BY-SA 3.0, via Wikimedia Commons.

Figure 4. Material transfer on gear teeth profiles. Figure courtesy of CC BY-SA 3.0, via Wikimedia Commons.
Three party wear is one form of abrasive wear that occurs when wear debris or foreign hard particles (hard contaminants) are circulated by the lubricant between two surfaces. The particles roll or slide between the two surfaces gouging, denting and breaking asperities off the surfaces. Abrasive wear also adds wear debris to the lubricant.
“Two party wear” is another form of abrasive wear that occurs when asperities of a harder surface, or hard “grit” in a surface, plow or cut through the other surface. The other surface either loses material as wear debris or experiences deformation, as surface damage. For example, worm gear sets commonly experience two party wear because the worm gear is made of steel and the ring gear is made of a copper alloy (see Figure 5). The asperities of the harder steel worm gear plow through the softer ring gear. Eventually, the wear slows as the gear teeth conform to each other. The ring gear and the worm gear are typically made of dissimilar metals to prevent the wear and tear action described previously. Dissimilar metals are unlikely to weld. Worm gear sets’ teeth have all sliding action to transfer power increasing the likelihood of welding.
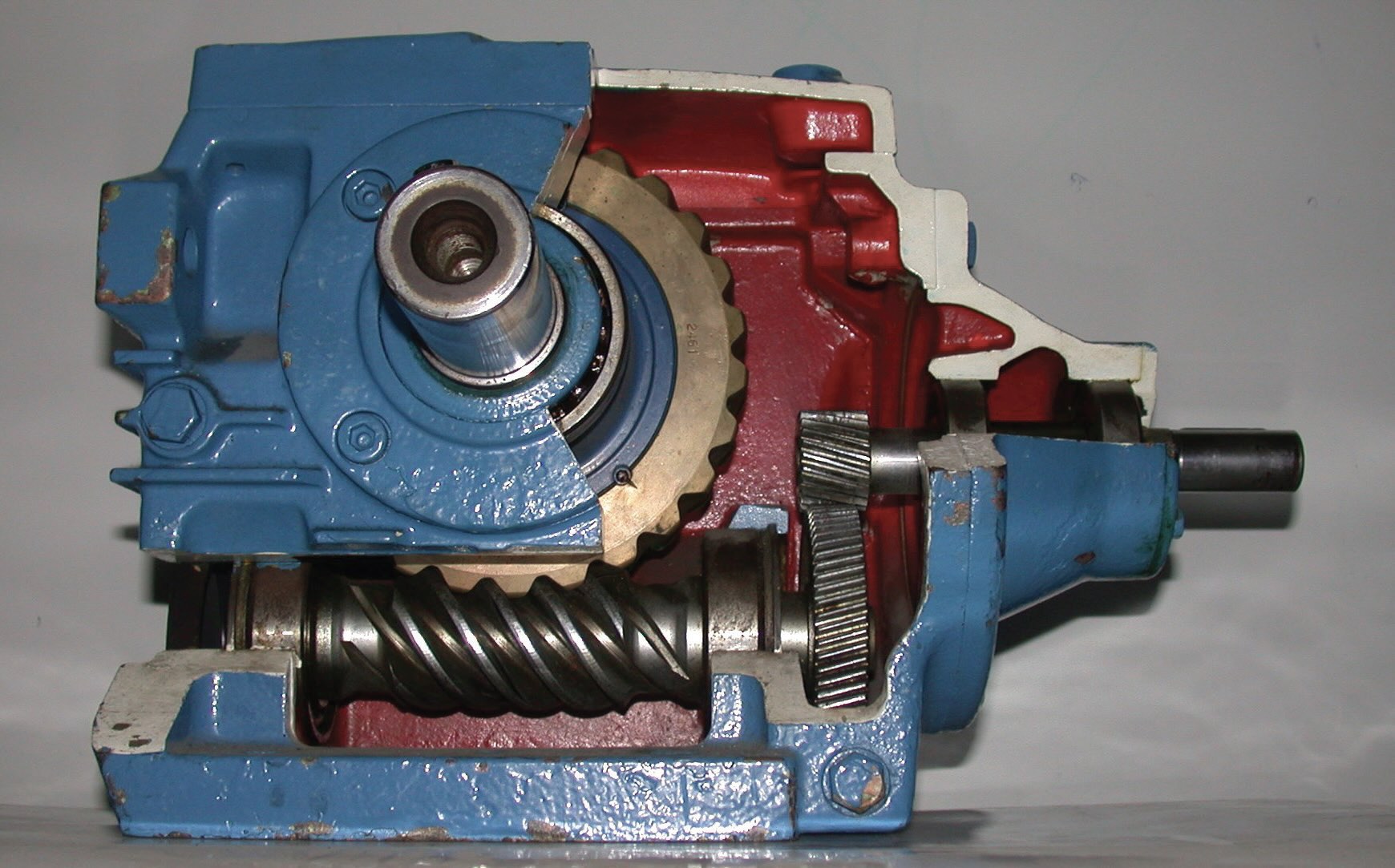
Figure 5. Worm gear set. Figure courtesy of Glenn McKechnie, CC BY-SA 2.0, via Wikimedia Commons.
Corrosive wear is a concern in worm gear sets because of the yellow metal (bronze or brass) ring gear and anti-scuff (also called extreme pressure or EP) additives. The anti-scuff additives are aggressive at preventing weld and tear wear in heavily loaded gear sets; however, they can corrode the copper alloy ring gear resulting in surface pitting, thus compromising the surface integrity. Corrosive wear differs from adhesive and abrasive wear in that it is not the result of friction but from chemical activity. Another example of chemical activity causing corrosion is in internal combustion engines (ICEs) where acids are formed in the combustion process and get into the engine oil, possibly corroding the engine bearings.
Surface fatigue is the third type of wear generated by friction. Cycling loading weakens surfaces, also known as material fatigue. Cyclic loading creates surface and sub-surface cracks that eventually through repeated loading propagate and connect at which point a chunk of the surface detaches. The “chunk” may be small at first, but with continual loading and unloading the small pit can become a much larger pit, or spall. Street potholes are a familiar everyday hazard and example of material fatigue.
Brinelling and false brinelling are unique forms of surface deterioration that are often misunderstood. Brinelling is a permanent deformation of a metallic surface. It is named after the Brinell hardness scale that measures metal hardness by pressing a sphere into the metal surface under specific force. The depth of the resulting dent correlates to a number on the Brinell hardness scale.
Brinelling occurs with shock or excessive loading, such as dropping a component during assembly, or excessive static or impact loads that exceed the elastic limit of the materials. In bearings, brinelling leaves indentations on the raceways at regularly spaced distances that match with the spacing of the bearing’s rolling elements. It is easier to see and identify brinelling damage if caught before excessive wear results from the damaged surface. Brinelling damage can announce itself through excess vibration or chattering in bearings or pistons. Adhesive and fatigue wear results from the stress introduced by surfaces rolling or sliding over the ridges of the brinelling indentations. Quite often the damage becomes severe enough that the uniform indentations are no longer obvious, and thus the root cause of the unit failure is difficult to diagnose.
False brinelling is caused by vibrations acting on non-rolling or non-sliding surfaces. This may occur on new equipment that is stored near operating equipment causing vibration to the stored equipment or when equipment is carelessly transported. The signs of this type of brinelling are similar to ‘true’ brinelling with depressions at regularly spaced intervals but they also should show scuffing or abrasive wear marks if caught before excessive damage occurs. Like true brinelling, the damage leads to noisier operation and eventual failure.
True brinelling and false brinelling are caused differently and thus preventive methods also differ. Avoid shock or high impact loads, or any loads that exceed the elastic limits of the metallurgy to avoid true brinelling. Eliminate any external vibration or block the equipment sufficiently to minimize the vibration. Additionally, when storing equipment for a long period, it is prudent to introduce periodic movement, rotation or sliding to the equipment to draw lubricant between the vibrating surfaces to minimize the wear.
Again, true and false brinelling are difficult to diagnose after unit failure. Vibration monitoring of operating equipment may help in early detection and improve the chances of root cause identification. Also, inspections of stored or recently transported equipment can catch cases of brinelling and false brinelling before the equipment is put into service to prevent premature failure.
Dan Holdmeyer is retired from Chevron Lubricants and is based in Washington, Mo. You can reach him at dan.holdmeyer@gmail.com.