KEY CONCEPTS
•
Grease codesigned with a machine element delivers greater energy savings.
•
Globally acceptable advanced test rigs are needed to understand what drives friction and energy efficiency.
•
Development of new low-friction lubricating greases is critically needed.
•
Optimize supply management, production process and warehousing and inventory management with an eye on energy efficiency
Rising energy costs have a major impact on all industries. By developing energy efficient lubricants, energy consumption can be lowered; implementing advanced tribological technologies help reduce CO
2 emissions, ultimately saving money as per energy costs and CO
2 allowances and protecting the climate.
1 However, the role of lubricants is often overlooked, especially of greases. And the reason is simple—small volume. Out of all lubricants, grease volume is only about 3%, and multipurpose (MP) greases is about 2% of the total consumed lubricant volumes. That’s why lubricating greases haven’t received much R&D attention and resources. But, even with such a small volume, greases contribute to around 16% of the global energy savings in all tribological systems.
2
One way to improve energy efficiency of applications is by optimizing grease formulations— that is, by targeting the friction reduction with the associated reduction of temperature in applications, improvements in sustainability by saving physical resources through extending longevity, lubricant consumption, etc. However, it is not simple to quantify energy saved and to make solid, internationally acceptable sustainability claims as per U.S. Federal Trade Commission (FTC) and Securities and Exchange Commission (SEC).
To address these challenges and improve grease energy efficiency of machineries in the use phase, industry experts share their perspectives and guidance.
Formulation design factors
The lubricating grease and a machine element influence the performance of each other, and although greases are components in tribological systems, they don’t have functions on their own.
2 There are several aspects of a tribological component that can be improved separately or in combination in order to increase energy savings. When developing a grease formulation, a focus on improvements in the following aspects can benefit the overall energy efficiency of the machine element:
•
temperature reduction equals lower friction
•
increased maintenance intervals
•
friction reduction equals energy savings and consequently CO
2 reductions in the use phase
•
prolonged system life.
STLE member Dr. Gary K. Dudley, president of GKD Consulting & Services, LLC, explains key solutions while formulating to target each of them.
Reduced temperature
•
In order to reduce operational temperatures, synthetic base oils like polyalphaolefin (PAO) stand as the primary choice versus mineral oil-based formulations. This preference is rooted in the control of PAO’s structural characteristics during its chemical manufacturing process.
•
The advantages observed in synthetic oil formulations also carry over to grease formulations that use PAO. This includes improvements in low-temperature performance, oxidation resistance, lubricity and more.
•
The incorporation of friction modifiers within the grease formulations can help to reduce operating temperatures. This occurs by reducing friction, consequently reducing the heat generated as a result of friction.
Maintenance intervals
•
The first step is to identify the factors limiting the extension of maintenance intervals. Being able to point to a cause such as wear, stability, temperature, contamination or a combination of these factors is critical to understanding a solution. This isn’t a straightforward problem with a simple solution. While experience provides some guidance in the formulation work, a deep understanding of the application and the issues at hand can enhance the chances of success.
•
One common method for improving maintenance intervals is transitioning from a simple grease thickener to a complex grease thickener. Another option is upgrading from a mineral- based grease to either full or semisynthetic options. Lastly, changing the thickener type is an option to consider. Some instances have been observed where customers switched from lithium-based greases to polyurea or calcium sulfonate technology and were able to significantly extend their maintenance intervals.
•
Lastly, additives also can play a role in increasing maintenance intervals, but their effectiveness depends on a good understanding of the underlying issues causing the extended maintenance challenges.
Component life
•
This represents the most challenging aspect of improvement and requires a delicate balance between the additives, base oil and thickener. Identifying the root cause of reduced component life, whether it’s wear, rust, corrosion, load, temperature or other factors, is critical. Once identified, a solution may be as simple as adjusting the treat rates or the requirement of completely new technology—all of which could impact the thickener and/or base oil choices that have been made. Friction reduction
•
The easiest option is to switch a synthetic base stock from a mineral oil when holding viscosity constant. The industry has documented numerous cases where switching base stock types can improve friction performance.
•
Adjusting the viscosity of the base oil also can be beneficial. Transitioning to a lower viscosity can yield more significant reductions, although it’s crucial to strike a balance with potential wear concerns.
Adding few comments regarding friction reduction, STLE member professor Johan Leckner, group technical manager, Axel Christiernsson International AB, says, “When considering the losses in a system, there will always be a correlation between frictional and thermal losses, relubrication intervals and system life (system = grease + machine component). Thermal and frictional losses mainly cause the lubricant to age/degrade (mechanical degradation, oxidative stress, evaporation, etc.) limiting the greases’ ability to provide the contact with lubrication, but also the mechanical component will be stressed (wear, fatigue, etc.). Therefore, the friction (energy) losses in a system will be correlated to the system life.”
Leckner adds: “In most applications the friction losses will have a much higher impact on system carbon footprint than the grease and the machine element combined.
3 In particular, the carbon footprint of the grease is, with this perspective, most often neglectable. This is why choosing the “correct” grease is so important and it also is why the development of new low-friction lubricants is essential. A challenge here is to understand what parameters are essential to reduce friction in specific systems under specific operating conditions. This takes us to the next point which is to measure friction.” He continues: “To measure friction in a simplified contact (point contact like in a mini traction machine [MTM]; SRV which stands for Schwingung [oscillating], Reibung [friction] and Verschleiß [wear]; etc.) is rather straightforward, but this is limited to low speeds (usually boundary lubrication) or the use of a grease feeding system. Such conditions are not rep resentative of the conditions where most equipment operates. If they do, it is only intermittently, e.g., at start/stop. To measure friction under normal elastohydrodynamic (EHD) operating conditions is much more challenging. Here there is a need to consider what normal operating conditions are (speed, load, variable or constant speed, external environment, etc.), and the greases have to be evaluated under similar conditions in full components (e.g., a bearing). Some existing bearing test rigs can, for example, be used for this purpose if used in a non-standardized way—for example, using an FAG FE9 tester to monitor self-induced temperature, which is an indirect measure of the friction losses. More likely, the industry needs new and more advanced test equipment to really understand what drives friction.”
An example for directly evaluating the friction losses in electrical motor bearings at conditions that are relevant for an industrial setting is given in Ref. 4
(see Figure 1). Here the carbon footprint for a 6208 deep groove ball bearing lubricated with two different greases under speed conditions ranging from 100 to 600 knDm is analyzed. On the left is the carbon footprint after a 14- day long test
4 after which the bearing and grease is discarded. To the right a bearing operating in an industrial environment is simulated by assuming continuous operation for two years with relubrication every eight weeks. In this more realistic scenario, the dominance of the friction losses on the carbon footprint is obvious.
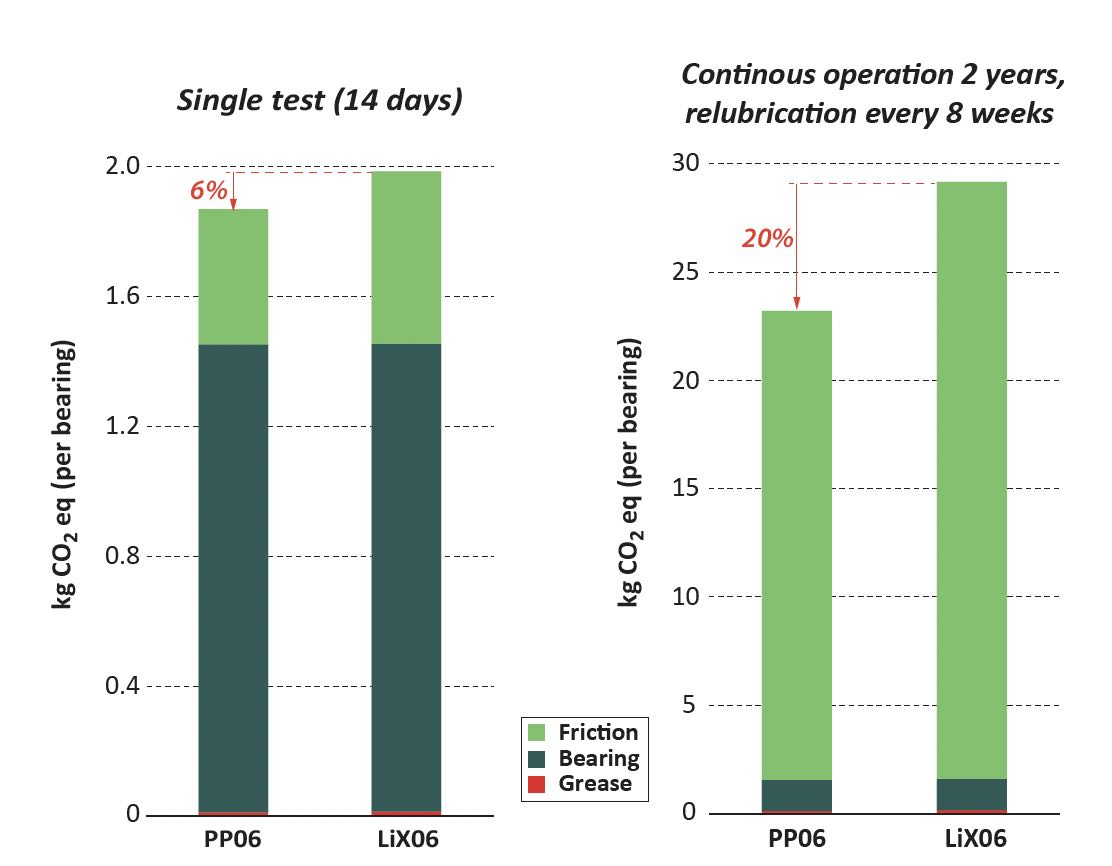 Figure 1. The carbon footprint of two systems after a 14-day test and after two-year operation.4
Figure 1. The carbon footprint of two systems after a 14-day test and after two-year operation.4
Leckner says, “Figure 1 provides a very clear picture of the importance of reducing friction. Therefore we should not ignore the footprint of the grease; if it can be reduced it should (optimized processes, carbon neutral electricity/fuels, insulation, etc.), but to reduce the grease footprint on the expense of friction reduction must be avoided in systems as such.”
He continues: “On the right, a more realistic scenario for industrial electrical motors is presented, assuming that the bearing runs continuously for two years with relubrication every eight weeks. As seen, in a real case scenario, the friction losses are the dominating factor for the CO
2 impact of the system. The contribution from grease is almost invisible.”
4
According to Leckner, in order to select an optimal grease to improve energy savings, there are a few important considerations.
•
Base oil viscosity. With grease, too high viscosities are often used in rolling element bearings for no apparent reason. A simple advice here is to use online tools and calculate the appropriate base oil viscosity for oil lubrication at the running conditions. Then select a grease with a similar, or even slightly lower (the thickener contributes to the film thickness at low speeds) base oil viscosity. In systems where relubrication is not possible, it is important to choose a base oil with good oxidative stability (e.g., a synthetic base stock).
•
Thickener system. A thickener system that matches the demands of the system (mechanical stability, consistency, etc.) should be utilized. There are thickener systems that consistently have shown very good energy efficiency that can be considered, e.g., polypropylene thickener system.
•
Additives. Select a grease with good antioxidant performance and other properties as needed. Importantly, there is no need to formulate a grease that has performance which is not required by an application. Additives are reactive chemical compounds and adding not-needed reactive components to the grease may well shorten the life.
Grease life
One drawback of grease lubrication is that grease is usually the weakest component in a machine component, e.g., bearings. Therefore, bearing system reliability is usually determined by grease performance. Some key factors in ensuring long grease life are creating a sustainable elastohydrodynamic film, controlling chemical and mechanical degradation and matching the grease to the bearing design. It is critical to observe the grease low- and high-temperature limits, which should not be exceeded during grease performance testing.
5,6,7
Leckner emphasizes the importance of perspective. The grease and the machine element are both integrated parts of the smallest functional system, the lubricated machine element
(see Figure 2). Therefore, both the system of grease and mechanical components must be the focus when considering energy efficiency. In other words, the machine element and the grease are codependent and have to be evaluated as one system under conditions where they are operating.
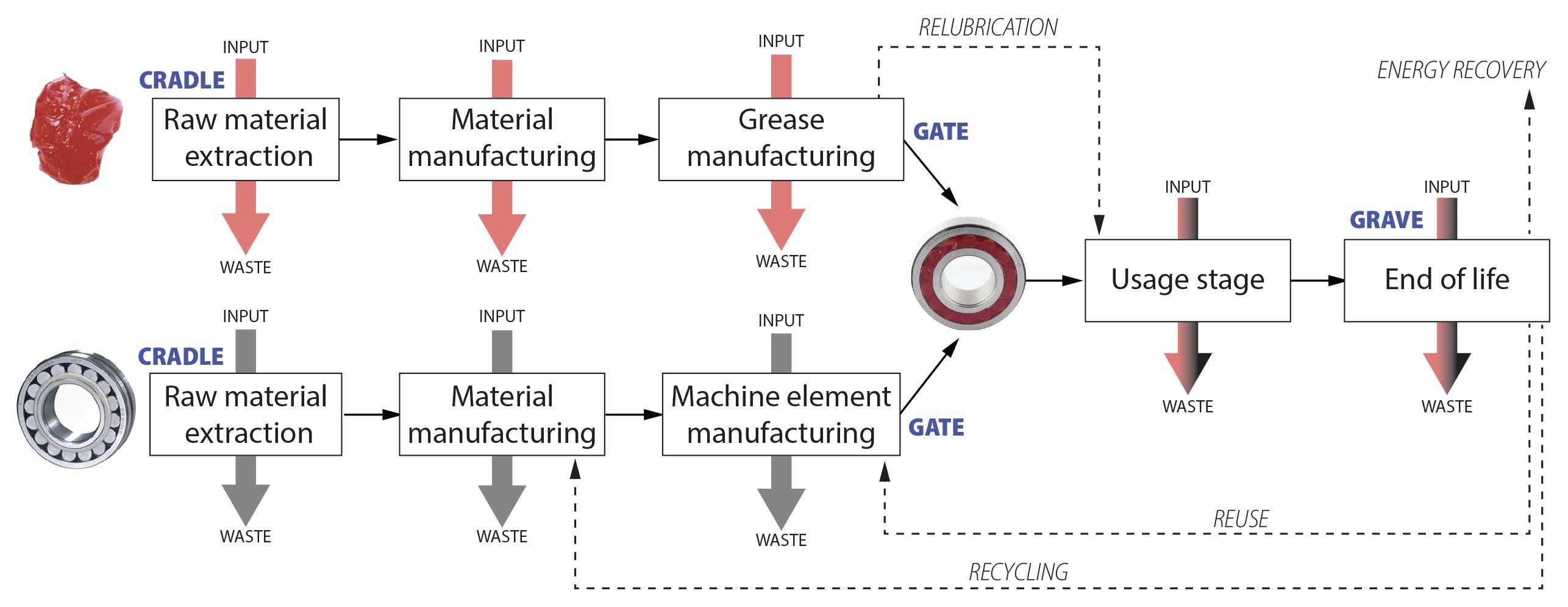 Figure 2. The life cycle of a grease lubricated tribological system. The life cycle of the machine component and the grease become inseparable in the usage stage. The friction losses that occur during this stage dominate the impacts from most grease lubricated systems.2
Figure 2. The life cycle of a grease lubricated tribological system. The life cycle of the machine component and the grease become inseparable in the usage stage. The friction losses that occur during this stage dominate the impacts from most grease lubricated systems.2
Production
The manufacturing of grease products also can be made more energy efficient. Dr. Lou Honary, president, Environmental Lubricants Manufacturing, Inc., shares that perhaps the most impactful improvement needed is in the processing of grease and other industrial products. The industry still uses 19th and 20th century technologies that rely on heat transfer oils or steam and jacketed kettles. Those methods are challenged by the new technologies with great success. They include sonicators used for heating liquid lubricant products and microwaves for reaction heating in grease. Energy efficiency, increased safety and reduced capital expense will provide for high ratings in many lifecycle analysis audits.
Additionally, production of greases can be made compliant with international standards and protocols such as ISO 50001(3) or any other globally/regionally accepted energy savings protocols/standards. Honary says that grease and its manufacturing process, like any other product or process, can be evaluated for compliance in comparison to like products.
Test methods
When it comes to test methods to use to test grease energy efficiency, Dudley says that test rigs are typically custom built or adapted using existing units, as there are no standard rigs currently available that perfectly align with industry needs. However, it’s worth noting that ongoing work is underway exploring new possibilities such as modifying ASTM D3336. In addition, he continues, the more common methodologies involve measuring torque, power consumption or the spin-down time of the bearing to determine an efficiency result. Dudley states that it’s important to keep in mind that these tests are assessing bearing efficiency rather than motor efficiency. To bridge this gap, industry references can provide help on translating bearing efficiency into potential motor efficiency improvements. Once the motor efficiency is determined, you can apply cost per watthour calculations to estimate potential energy savings—though the final savings estimates should always be validated in the actual equipment with the customer. The variability in an uncontrolled environment is the true test of the efficiency claim.
Leckner adds that the energy losses in a system (lubricant and machine element) have to be evaluated on this level at conditions that are similar to real life operating conditions. This leads to how it will not be possible to develop one energy efficient test that covers all conditions. Instead, what the industry must consider is to test greases at conditions specific to an application type. With this as a starting point, tests to evaluate energy efficiency can be developed for different application areas. If considering rolling element bearings, some main groups are:
•
deep groove ball bearings (DGBBs) or angular contact bearings (ACBBs) running at low loads and mainly constant speed, e.g., most industrial electrical motors, fan bearings and pump bearings
•
wheel bearings running at variable speeds with possible shock loads— double-row DGBBs for light and tapered roller bearings (TRBs) for heavy vehicles
•
electric vehicle motor bearing (DGBB or ACBB) running at very high but also variable speeds at low loads
•
heavy industrial applications (e.g., pulp and paper, mining) using spherical or TRBs at moderate speeds.
Dr. Mathias Woydt, MATRILUB Materials Tribology, shares that there are a multitude of tribometric tests available (four-ball, SRV, block-on-ring, etc.), but the crucial question is the frictional response in the machine element and component.
Recently ASTM D7721-22 gave guidance on how to determine the efficiency of hydraulic fluids. For ball or sliding bearings, dynamic seals, most types of lubricants, machine elements or components, there exists no practices or guidelines on how to conduct energy efficiency performance comparisons of two or more lubricants.
Next steps for the industry
Honary states that energy efficiency is perhaps the most vitally important approach to reducing carbon emissions and reversing the effects of generations of inefficiencies. Greases by their nature are used for reducing friction and help save energy. There are many sophisticated lifecycle analysis tools developed that can truly and comprehensively determine the impact of any process or product on the environment. A process or a product should be audited for energy efficiency, and its score could be compared to similar products and processes. This way, the end-users would be able to quantify the effectiveness of their approach to energy efficiency or their footprint on the environment.
Woydt warns that there is a growing risk that green claims are seen as greenwashing by the U.S. FTC and European Commission. “The initial question is: Who has the authority of power to establish practices or guidelines for quantifying improvements in efficiency or reductions in friction and CO
2? In light of the criteria set by the U.S. FTC and U.S. SEC, the group of candidates reduces to standardization bodies, because they have free, voluntary consensus processes, balanced of interest, due process and an appeals process. Advertisement of ‘energy efficient’ greases need imperatively new guidelines or practices from a free, voluntary consensus body on how to quantify this attribute,” Woydt states.
Woydt continues that the use phase of lubricants clearly dominates the product carbon footprint (PCF). A reduction in friction during the total use phase (scope 3, category 11) can more than compensate for the monetary investment in low-friction designs and high-performance lubricants.
8 As greases are mainly total loss lubricants, recycling or re-refining is not an issue. On the other hand, collection and recycling of packaging is a visual topic.
Woydt says that more delicate is the situation regarding future sustainable lubricants. There is so far no clear pathway or agreement for “sustainable” lubricants existing, especially on a “scientific” basis as per the U.S. FTC demand. Second, the FTC’s “Green Claims Guide” does not include specific guidance for sustainable claims because the FTC lacks sufficient evidence on which to base general guidance. Risks at the horizon of green technologies and some additives competing with scarce and critical raw materials as well as PFAS and chemical regulations will create more challenges than the target of energy efficiency.

Dudley says that the industry should prioritize providing guidance on methodologies, data handling processes and statistical analysis procedures, as relying on a single, specific test may not offer a universal solution. Bearing types, conditions and sizes can all vary significantly, and these challenges become more pronounced with each variable being changed, thereby increasing the number of conditions needing to be examined.
•
Developing an industry guideline document appears to be a highly effective means of supporting and advancing the industry in addressing these complexities.
•
A likely next step would be for an organization to issue guidance on the methodology and data variability, which need to be documented to prove energy efficiency benefits.
Dudley shares that in many instances, formulating energy efficient greases can be more complex due to the materials in volved, which are essential for achieving enhanced performance. Taking a true “total cost of ownership” approach that factors in both cost savings and emissions reductions over time makes a compelling case for investing in higher-performing greases. By designing and marketing greases with improved energy efficiency, it becomes possible to lower energy consumption and reduce overall greenhouse gas (GHG) emissions during equipment operation. Customers can harness these greases to directly impact the GHG emissions associated with their operations, underscoring the relevance and potent potential of this topic in supporting both individual consumers and the overall industry’s journey toward decarbonization.
Dudley says that a key consideration lies in understanding the specific equipment types and applications involved. It’s important to recognize that a one-size-fits-all approach may not yield the desired performance improvements for a particular application. Instead, developing a specific line of greases tailored to specific applications is likely to be the most successful, as opposed to relying on a single solution.
Dudley reinforces that the success of grease largely hinges on the quality of the performance data and the ability to assist customers in showcasing the benefits within their equipment. A data-driven approach helps customers to capitalize on the energy efficiency advantages offered by the energy efficient greases.
Honary shares that the way the lubricant industry can move to producing energy efficient and sustainable greases is through division of the energy efficient greases into two categories. One would use materials that would last the entire life of the machinery without degradation. Such materials are typically synthesized in a way to meet the demanding sealed for life requirement of bearings and like components. The second would carefully match the application to biodegradable greases that provide lubrication when in the machine but biodegrade when released into the environment. Examples include rail curve grease, drill rod grease, wire rope grease, truck grease, open gear grease and jack up grease.
Industry is establishing official requirements for energy efficient greases, and according to Honary it is an ongoing process but with more rigor than in the past. Industry is allocating vice presidential level resources to proactively increase the energy efficiency and reduce the carbon footprint of their enterprises. It will require additional time, but with time, the knowledge sharing and end-user awareness will make energy efficiency a part of the industry’s culture.
Honary continues that already the majority of industry groups are allocating a significant amount of time to energy efficiency and sustainability at their annual events. More working groups and special committees are investing time and resources toward establishing practical standards for use within their respected fields. All this will, in time, increase end-user awareness and more attention to the formulation, process and product they use.
Leckner says that the industry needs to think about the following: What do we need to achieve the large savings that are possible by better grease lubrication? How should we assess the energy savings? How do we include this in a life cycle analysis (LCA) and total cost of ownership (TCO)?
Summary
This article was inspired by Leckner, Westbroek and Glavatskih’s white paper titled “Improved sustainability with grease lubrication - Low hanging fruit?”
2 presented at the 33rd ELGI Annual Meeting in 2023, as well as Woydt et. al’s publication titled “Effects of tribology on CO
2-emissions in the use phase of products - Contributions of tribology to defossilization,”
8 and Holmberg and Erdemir’s energy efficiency study titled “Influence of tribology on global energy consumption, costs and emissions.”
1 As outlined herein, significant savings of energy can be made today and in the future by applying innovative technologies when developing lubricating greases in parallel with machine elements. The key factor for energy savings is friction reduction; however, there are multiple challenges that exist to prove the energy efficiency claims, as well as there is a need to work together with governmental bodies on reliable requirements. The goal of this article is to further inspire the industry and government to work collaboratively in order to achieve maximum energy efficiencies and deliver maximum energy savings while optimizing sustainability for the generations to come.
REFERENCES
1.
Holmberg, K. and Erdemir, A. (2017), “Influence of tribology on global energy consumption, costs and emissions,”
Friction, 5 (3), pp. 263-284.
2.
Leckner, J., Westbroek, R. and Glavatskih, S. (2023), “Improved sustainability with grease lubrication - Low-hanging fruit?” 33rd ELGI Annual General Meeting.
3.
Berens, F. and Lugt, P. (2023), “Sustainability and grease lubrication in rolling bearings,” TLT,
79 (11), pp. 56-58. Available
here.
4.
Salmeron, G. C., Leckner, J., Schwack, F., Westbroek, R. and Glavatskih, S. (2022), “Greases for electric vehicle motors: Thickener effect and energy saving potential,”
Tribology International, 167, 107400.
5.
Lugt, P. M. and Fish, G. (March 21, 2016), “Boosting grease efficiency & life,” Lubes’N’Greases. Available
here.
6.
Lugt, P. M., Holgerson, M. and Reinholdsson, F. (2023), “Impact of oxidation on grease life in rolling bearings,”
Tribology International, 188, 108785.
7.
Chatra, K. R., Osara, J. A. and Lugt, P. M. (2023), “Thermo-mechanical aging during churning in grease lubricated bearings and its impact on grease life,”
Tribology International, 181, 108248.
8.
Woydt, M., Hosenfeldt, T., Luther, R., Bakolas, V., Wincierz, C. and Bock, E. (2023), “Effects of tribology on CO
2-emissions in the use phase of products - Contributions of tribology to defossilization,”
German Society for Tribology, www.gft-ev.de.
Dr. Yulia Sosa is a freelance writer based in Peachtree City, Ga. You can contact her at dr.yulia.sosa@gmail.com.