All photos, figures and tables courtesy of Quaker Houghton.
TLT: How did you start your career, and what did you study?
Zhao: I began my career in the MWF industry at Fuchs Lubricant Co., focusing on metal-forming lubricants for drawing and stamping compounds. Despite holding bachelor’s and master’s degrees in petroleum and specialty chemical engineering, my doctoral work specialized in physical chemistry, particularly pulse radiolysis and reaction kinetics. I pursued post-doctoral research in physical organic chemistry. My college education and extensive academic research, spanning both engineering and science, significantly contributed to my work in MWFs. Instead of merely combining chemicals, I approach it systematically, following a process and conducting thorough tests with potential formulas.
TLT: How long have you worked in the MWFs field?
Zhao: With around 22 years of experience in MWFs, I began in 2001 with basic formulation tasks for drawing and stamping compounds. During my early career, I engaged in troubleshooting projects for actual field and customer issues, alongside quality control tasks. These experiences in technical service and the plant proved vital for my grasp of MWF chemistries and technologies, substantially aiding my product development work. From 2012 onward, my efforts have primarily centered on pioneering technologies, platform product development and extensive tribology testing.
TLT: What do you like most in your current job?
Zhao: I approach my job with a style I call “Free Style with Focus and Process,” and I absolutely love it. When I take on major product development projects, I always keep the targets and goals front and center in my mind. These projects become exciting opportunities to experiment with new ideas and chemistries, involving a mix of bench, simulation and unconventional tests.
1 Typically we start with screening tests using various additives, and then we fine-tune formulas using Design of Experiments (DoE) techniques.
2 I’m quite involved in testing for lubricity, biostability and emulsion stability
(see Photo 1). As a final step, the new formulas undergo CNC machining tests
(see Photo 2) before heading to field trials. Although this formulation process takes time, it’s vital for ensuring the successful launch of new customer-focused products. Witnessing these products succeed in the market is an incredibly rewarding feeling for me.
 Photo 1. Philip Zhao checks emulsion tests from the instrument with his formulation team.
Photo 1. Philip Zhao checks emulsion tests from the instrument with his formulation team.
Photo 2. Philip Zhao discusses MWF simulation tests with his CNC machine team.
TLT: What trends and changes in MWFs did you face within the last few years?
Zhao: Over the past decade, I’ve witnessed two significant shifts in soluble MWFs, which have significantly impacted our R&D product development work.
1. Shift toward advanced chemistries. The industry has dedicated considerable effort to innovation and new product development, driven by evolving market demands tied to new metals and machining processes. With the emergence of lightweight metals and high-strength steels,
3 MWFs need to provide enhanced boundary/extreme pressure (EP) lubrication. High-speed machining using soft water and high-pressure fluid delivery demands coolants that offer improved cooling and reduced foaming. Newer MWFs now deliver superior performance and advanced functionalities, including effective lubrication for multi-metal and multi-machining tasks, stable emulsions with lower foam and high detergency, reduced consumption and extended life.
2. Raw material challenges. Environmental concerns, cost considerations and supply issues have compelled the MWF industry to focus on replacing or reducing raw materials like chlorinated paraffins, sulfonates, boric acid, secondary amines, etc. This endeavor incurs substantial time and investment for MWF manufacturers. The raw material supply disruption during the COVID-19 period exacerbated the situation, requiring urgent replacements or alternatives. Many raw materials also became costlier.
In addressing these challenges through innovation and product development, substantial resources, time and funds were invested in the last decade. This underscores the importance and benefits of systematic product development approaches, such as preliminary additive screening and the use of effective formulation methods like DoE.
An illustrative example of a product modification project is depicted in Figure 1. This project aimed to enhance emulsion properties for a prominent automotive company using a full factorial DoE involving three emulsifiers.
4 The outcomes illuminated the impact of individual additives on typical emulsion properties, as shown in Figure 1.
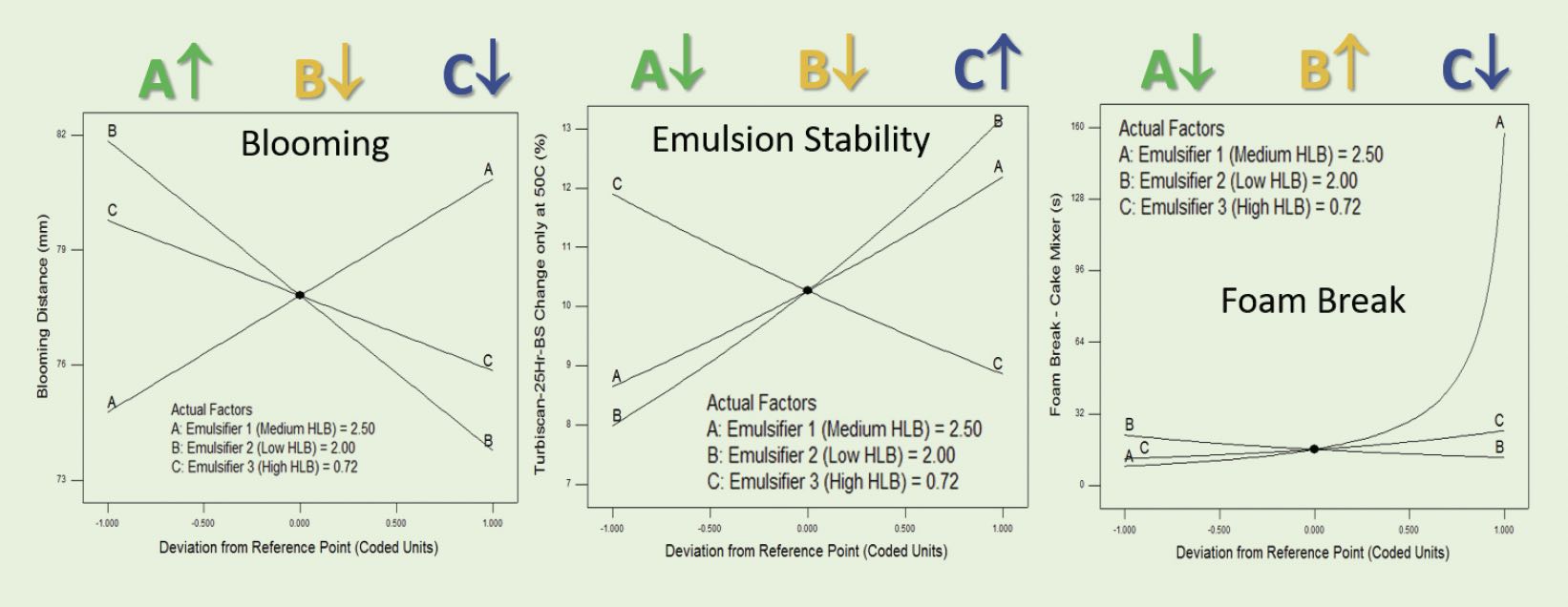 Figure 1. Main effects of three emulsifiers in soluble MWF on emulsion properties from DoE investigation.
Figure 1. Main effects of three emulsifiers in soluble MWF on emulsion properties from DoE investigation.
These insights guided us in optimizing the emulsifier package using DoE software, resulting in improved performance at the customer’s plant. Remarkably, this optimization reduced the total percentage of the three emulsifiers by 30%, directly cutting down product costs while actually improving coolant performance.
TLT: How do you see further evolution of MWFs within the next 10 years?
Zhao: Looking ahead over the next 10 years and beyond, the MWF industry is gearing up to embrace the global movement toward sustainability and green chemistry. Let me share a couple of insights about this exciting journey:
Navigating sustainability’s path. The pursuit of sustainability isn’t a walk in the park; there’s a mix of uncertainties and challenges. The chemical industry, including MWFs, is still navigating the intricacies of defining sustainability’s scope and attributes. To me, sustainability resembles a dynamic matrix, weaving together various features, performances, properties and considerations. Picture a hypothetical table
(see Table 1) that sketches this sustainability matrix for MWF products or technologies.
Table 1. Hypothetic table of sustainability matrix
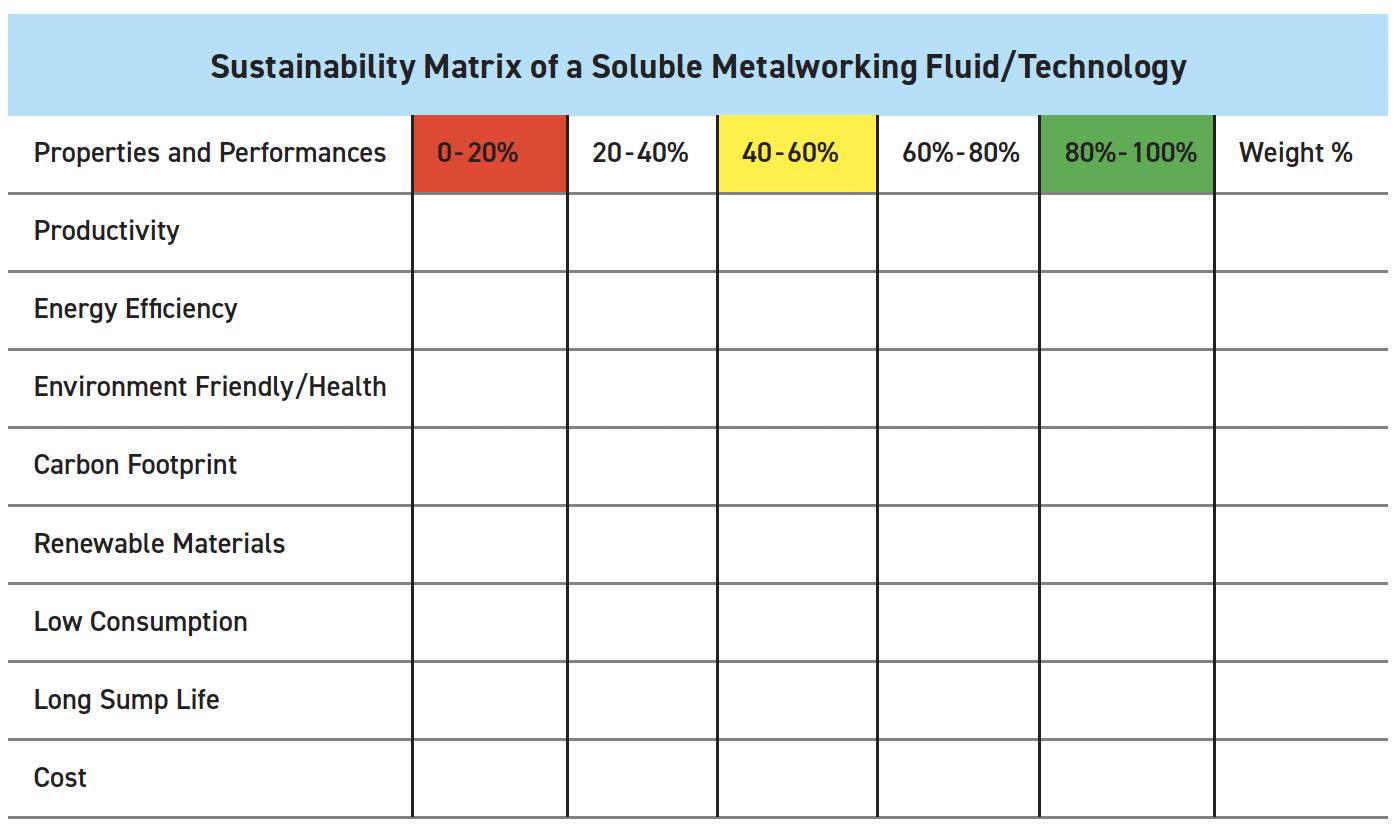
Using this table, we can assess our existing products and pinpoint areas for improvement across different sustainability factors. The weight percentage column reflects the reality that different customers may prioritize certain properties and performances. It’s a reminder to be flexible, addressing special needs for sustainable products while steadfastly advancing low carbon footprint and renewable materials.
Unleashing innovation through sustainability. The landscape of sustainability and green chemistry brims with opportunities for fresh ideas and cutting-edge technologies. Core pillars like high productivity, energy efficiency and prolonged tool life remain crucial. The MWF industry might embrace the shift toward low-oil-level semisynthetics and full synthetic coolants. But there’s a hurdle: these metal-removal fluids often lack substantial lubricity, especially for heavy-duty machining and high metal-removal rates, where robust boundary and EP lubrication are must-haves.
However, I believe that these challenges can be overcome. But it calls for imaginative ideas, novel raw materials and additives, methodical approaches and innovative methodologies. One approach involves preliminary screening tests with diverse lubricity additives, gauging their performance across hydrodynamic, boundary and EP lubrication regimes. Armed with this insight, we can cherry-pick suitable lubricity additives for new products that meet the specific demands of different machining applications. To top it off, we’ll need to construct and fine-tune emulsifier packages, ensuring excellent emulsion stability, high detergency, reduced consumption and enhanced biostability—all elements that directly contribute to bolstering sustainability efforts.
The road ahead is a thrilling blend of opportunities and challenges, where we will push boundaries and steer the industry toward a more sustainable horizon.
TLT: What do you think is the impact of the growing trend toward electric mobility on volume and composition of MWFs?
Zhao: The advancements in e-mobility are a vital part of the sustainability movement, poised to reshape MWF requirements across diverse processes. With electric vehicles (EVs) driving change, we’re set to witness a shift in demand toward metal-forming lubricants and fluids crucial for copper wire drawing.
While quantities of metal-removal fluids may change in the automotive sector due to EVs, interesting opportunities emerge in specialized machining applications. Battery casings and EV charging ports stand out as potential growth areas. The application of specialty stainless steels in battery case manufacturing gains momentum owing to their robustness, corrosion resistance and high-temperature stability. The wheel industry remains a steadfast consumer of metal-removal fluids. Moreover, regions like North America and Japan, focusing on hybrid cars, will sustain robust demands for metal-removal fluids in fabricating small engine blocks.
As we embark on this EV-driven transition, thorough fundamental studies become pivotal to understanding the properties and performances of different additives in order to develop effective MWFs aligned with sustainability goals. Dive into Figures 2 and 3, illustrating lubricity test outcomes on distinct metals using coolant emulsions enriched with varied lubricity additives, covering tests of three kinds of additives: polymeric, phosphorous and sulfurized additives.
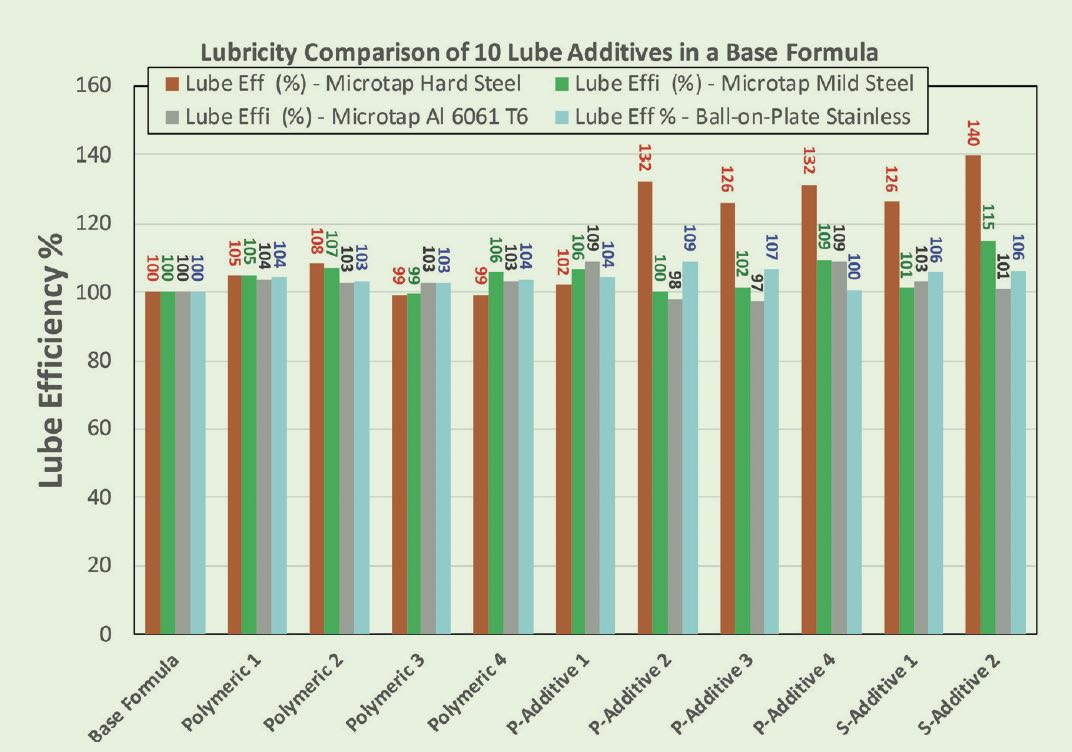
Figure 2. Lubricity test results with different lubricity additives on different metals with 10% emulsions in 100 ppm water.
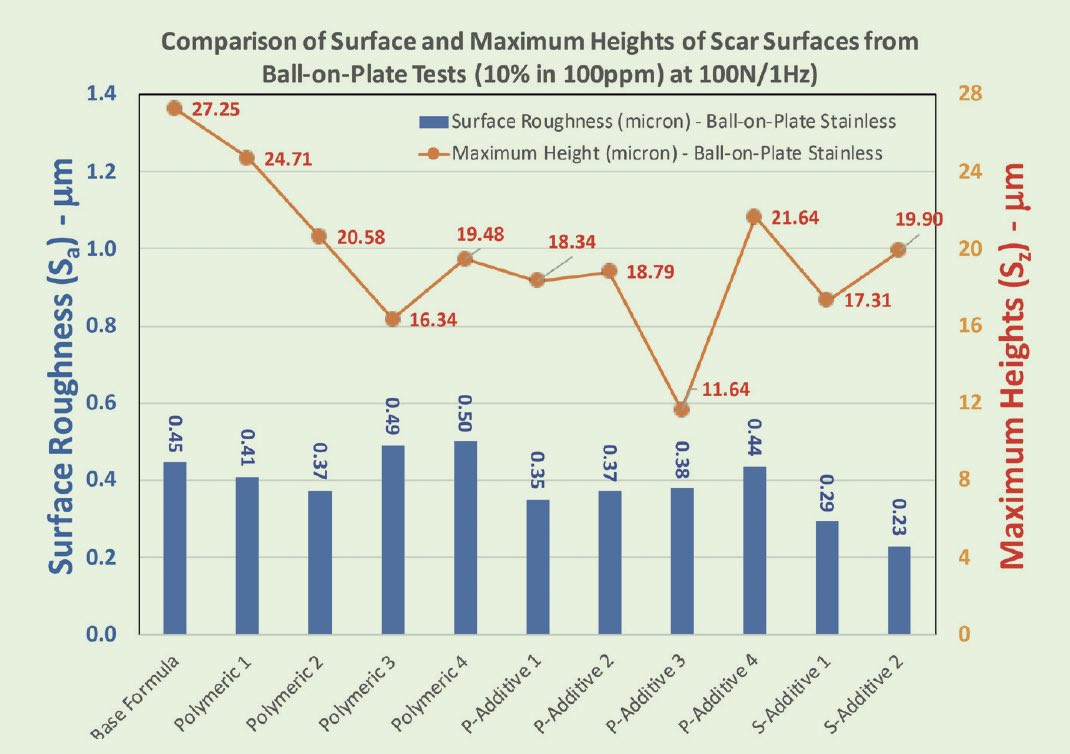
Figure 3. Surface roughness and maximum height values of scars from ball-on-plate tests on stainless steel.
These lubricity tests were performed in boundary/EP conditions. As we can see these lubricity additives may perform differently on different metals. Detailed analysis of the results can provide good understanding of physical barrier effect and/ or chemical bonding effect from different lubricity additives on different metals, which relate to molecular weight, polarity, oil droplet size, pH, etc.
5
Reducing energy consumption through low friction is an important aspect of sustainability, yet customers also care about tool wear and metal surface finish of machined parts. An additive might boast high lube efficiency (low friction) as seen in Figure 2, but not necessarily yield a desirable surface finish (S
a surface roughness and S
z maximum height) shown in Figure 3. Even values of S
a and S
z for the same additive can differ greatly.
These fundamental studies offer invaluable insights for choosing different lubricity additives in product development across metalworking processes (cutting, grinding, forming, wire drawing, etc.) and various metals (aluminium, steel, titanium, copper, etc.). Notably, select polymeric additives might replace EP additives like chlorinated paraffins. Furthermore, integrating new MWF emulsion technologies—offering the benefits of high detergency, low carry-out, low foam and bioresistance—can enhance the sustainability of EV fluids.
TLT: What would you recommend to somebody who wants to start a career in the MWF industry?
Zhao: Without a doubt, our MWF industry needs young and bright minds. Allow me to share two nuggets of advice for those just starting out:
1. Never stop expanding your horizons. Regardless of the degrees you’ve earned upon entering this field, they’re just the beginning. MWFs embrace a tapestry of sciences, technologies and engineering facets. To develop great MWF products, you’ll dive into and combine tribology (Stribeck curve, wear and lubrication), organic and physical chemistries, interfacial dynamics, materials, mechanical engineering and beyond. So, whenever a chance emerges, dive into something new. This enriches your work, enhances your research and helps you grow into a bonafide MWF expert.
2. Harness STLE’s abundant resources. STLE offers excellent resources— including local sections, education programs, publications and amazing annual meetings. The latter, in particular, holds a special place in my heart. While it’s great for discovering new additives, instruments and networking, don’t miss the goldmine of technical sessions spanning diverse realms. My MWF-centric lens doesn’t deter me from joining sessions on tribology, surface engineering, fundamental lubrication, nanotribology and more. Often, these sessions find their origins in academia, birthing fresh ideas for MWF innovation.
Around two decades ago, I took my first MWF education course at the STLE Annual Meeting. The instructor’s opening line stuck with me: “MWF 101: There’s no such thing as a perfect fluid!” It’s a truth that’s stood the test of time. However, by continuously learning on your own and engaging with STLE, you will have the skills and tools to keep perfecting MWFs over time.
REFERENCES
1.
Zhao, Y., Turay, R. and Hundley, L. (2006), “Monitoring and predicting emulsion stability of metalworking fluids by salt titration and laser light scattering methods,”
Tribology Transactions, 49, pp. 117-123.
2.
Zhao, Y. (2007), “Application of design of experiment in the formulation of metalworking fluids,” STLE Annual Meeting presentation.
3.
McGuire, N. (2017), “Automotive industry lightens up,” TLT,
73 (11), pp. 30-41. Available
here.
4.
Slinkman, D. and Zhao, Y. (2018), “Design of experiment reduces development time for higher-performing metal-cutting fluids,” TLT,
74 (1), pp. 26-32. Available
here.
5.
Zhao, Y. (2010), “Study of physical barrier and chemical banding effects of semisynthetic coolants,” STLE Annual Meeting presentation.
You can reach Dr. Philip Zhao at philip.zhao@quakerhoughton.com.