Meet the Presenter
This article is based on a Webinar presented by STLE Education on April 13, 2022. Hydraulic Fluid Requirements for Advanced Fluid is available at www.stle.org: $39 to STLE members, $59 for all others.
Paul Michael is a research chemist and director of the Fluid Power Institute (FPI) at the Milwaukee School of Engineering (MSOE). He joined the MSOE staff in 2005 as manager of tribology research. Prior to MSOE, Michael spent nearly three decades at Benz Oil, ultimately serving as the technical director. Since joining MSOE, Michael has worked with students researching advanced hydraulic fluid, filter, seal, valve, sensor and motor technologies using custom test rigs and dynamometers designed and built by FPI engineers. These projects were completed in collaboration with academic, industrial and institutional partners, such as the U.S. Department of Energy, U.S. Department of Defense, the National Science Foundation and the National Fluid Power Association. More than 50 publications have resulted from these efforts. You can reach him at michael@msoe.edu.
Paul Michael
KEY CONCEPTS
•
Hydraulic fluid is a power transmission medium. Flow losses in the pressure envelope—due to inadequate gap control or poor fluid performance—reduce the efficiency and productivity of the hydraulic system.
•
When downsizing fluid reservoirs in an effort to conserve space, the issue of air release needs to be considered, because a smaller reservoir means shorter residence times.
•
Development of new high-pressure fluids will enable compact fluid power designs for entirely new application areas, such as high-pressure hydraulic hand tools.
The properties of hydraulic fluids vary widely depending upon their base oil composition and additive chemistry. But which fluid properties really matter in modern hydraulic equipment? The selection of experimental investigations presented here shows some of the issues to consider.
This article is based on an STLE Webinar presented by STLE member Paul Michael, research chemist and director of the Fluid Power Institute (FPI) at the Milwaukee School of Engineering (MSOE). See Meet the Presenter for more information.
Hydraulic fluid basics: Protecting the pressure envelope
Working with hydraulic fluids requires a mindset shift: The overall operating principle is very different from that of other lubricating fluids. The critical concept to understand is that hydraulic fluid is a power transmission medium. Kinetic energy is transmitted as flow, and potential energy is stored as pressure. A hydraulic system operates by converting energy in several stages, as shown in Figure 1.
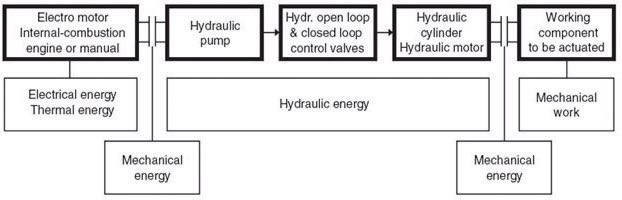 Figure 1. Energy transmission in a hydraulic system. Any flow or pressure losses in the middle three elements—the hydraulic pressure envelope—will reduce the ability to do mechanical work.
Figure 1. Energy transmission in a hydraulic system. Any flow or pressure losses in the middle three elements—the hydraulic pressure envelope—will reduce the ability to do mechanical work.
The pressure envelope, gap control and pressure ratings
Efficient operation of a hydraulic system depends on maintaining the integrity of the pressure envelope—the zone in which hydraulic fluid is present. (Although the term “envelope” is sometimes used to refer to a range of values, here it refers to containment.) In a fluid power system, low-pressure and high-pressure zones must be isolated from each other.
To see the importance of this isolation, think of the pressure changes that occur as a backhoe shovel impacts the soil, digs deeper, curls the bucket to fill, lifts the load and empties. Each loading cycle creates pressure spikes that are transmitted through the entire pressure envelope. These spikes can lead to flow loss through leakage and, at the extreme, rupture of a component in the pressure envelope. Thus, fluid power systems must be designed to withstand extensive cyclic loading and unloading.
To prevent leakage flow during high-pressure operations, tribological gap heights must be tightly controlled to maintain a good seal. Because of this requirement for tight tolerances, hydraulic fluids are especially sensitive to contamination.
To prevent component failure due to pressure spikes, hydraulic components are evaluated at three pressure levels based on the target working pressure
(see Table 1). The fatigue resistance of hydraulic components is tested by cycling from zero pressure up to the fatigue pressure once per second. A typical test duration for mobile application is one million cycles. In a proof test, the component must not leak when it is brought to twice the working pressure. A component passes the burst test if it can operate at four times the working pressure without rupturing.
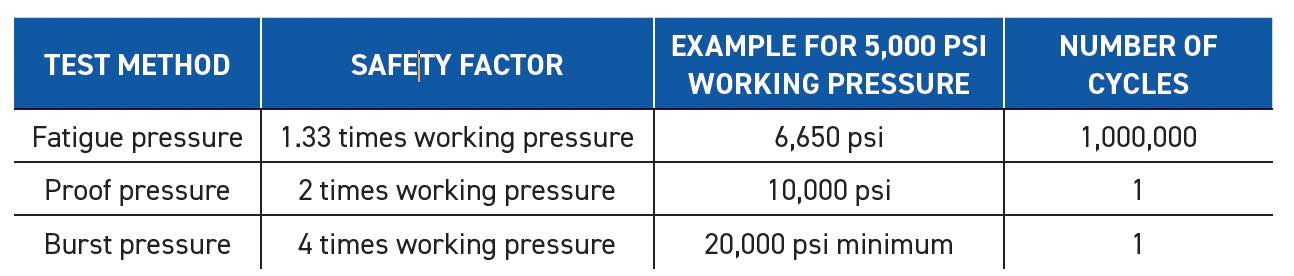 Table 1. Pressure ratings for hydraulic fluid power systems.
Table 1. Pressure ratings for hydraulic fluid power systems.
Pressure and pumps
Finally, pressure is behind another critical distinction in understanding hydraulic pumps, which are more accurately called positive displacement pumps. These pumps are quite different from a familiar centrifugal pump—a water pump, say. In a water pump, flow depends on pressure: As the outlet pressure increases, the output volume decreases precipitously. In contrast, in an ideal hydraulic pump, flow is independent of pressure
(see Types of Hydraulic Pumps).
Types of hydraulic pumps
Positive displacement pumps fall in three categories, based on the mechanism used to displace the fluid. Each is vulnerable to a different type of wear from contamination.
Gear pumps. External gear pumps are the most common type of positive displacement pump. A housing holds a drive gear and a driven gear; the gear motion drives the fluid out and around the gears, along the housing. These pumps are simple and rugged and have a low initial cost. However, they typically operate only up to 276 bar (~4,000 psi) and can be noisy. Wear occurs primarily on the inlet side of the pump housing and is due to reaction forces from the high-pressure pump outlet.
Vane pumps. Vane pumps are commonly used in machine tools. Oil fills pumping chambers between the housing and rotating vanes. Vane pumps can operate at high pressures and are quiet, but they are sensitive to contamination. The contact pressure between the vane tip and cam rig is high, so antiwear additives are required to prevent wear.
Piston pumps. Variable-displacement piston pumps are commonly used in construction, agriculture and mining applications. In a piston pump, the cylinder block rotates as the pistons reciprocate in and out of the cylinder bore. The angle of the swashplate determines the length of the piston stroke or displacement. Piston pumps have millisecond response times and the ability to rapidly change displacement volume; these features facilitate very high efficiency. Piston pumps require very clean hydraulic fluids to avoid wear of bronze valve plates and piston slippers.
Pump design for improved efficiency
The effect of pump design on performance is illustrated by the evolution of pumps used in injection molding over the last 60 years or so. In the 1960s, the classic hydraulic pump design used a constant-speed, three-phase electric motor with a fixed-displacement pump.
The 1990s saw the introduction of variable displacement. The pump runs at a continuous speed, but the flow can be changed by changing the angle of the swashplate. For injection molding duty cycles, variable-displacement pumps reduced energy requirement by 40%, compared to a classic 1960s pump.
In 2013, variable-speed pumps were introduced; this design combines a variable- speed motor with a fixed-displacement pump. It addresses the problem of the inverse relationship between displacement and efficiency: As displacement increases, efficiency decreases. There is no such inverse relationship between speed and efficiency, so the variable-speed motor allows the pump to adapt to the duty cycle without loss of efficiency. The impact is remarkable: Compared to a classic pump, variable-speed pumps for injection molding use 80% less energy.
System optimization for electric off-highway vehicles
Design changes are required to convert engine- powered off-highway machines to electric drive systems. The cost and performance limiter in such systems is the battery, so design changes that improve efficiency and reduce parasitic losses are key to extending battery life. Ways to optimize hydraulic system design for electrification include implementing displacement-controlled actuators (to reduce valve throttling losses), strategically using hydraulic accumulators to store energy (so pumps operate only when flow and pressure are required) and upgrading to higher efficiency components and hydraulic fluids.
There are many benefits to making hydraulic systems more compact. A common strategy to make room for a battery is to downsize the volume of hydraulic fluid. However, reducing the volume of hydraulic fluid in the reservoir creates several potential concerns, including reduced oil life, pump cavitation and noise. To illustrate these issues, consider the conventionally powered compact skid steer loaders shown in Table 2. The vehicles in Table 2 have engines of roughly the same size but significantly different volumes of fluid. Thus, this set of vehicles offers a way to consider the tradeoffs between efficiency improvements and hydraulic system lifetime.
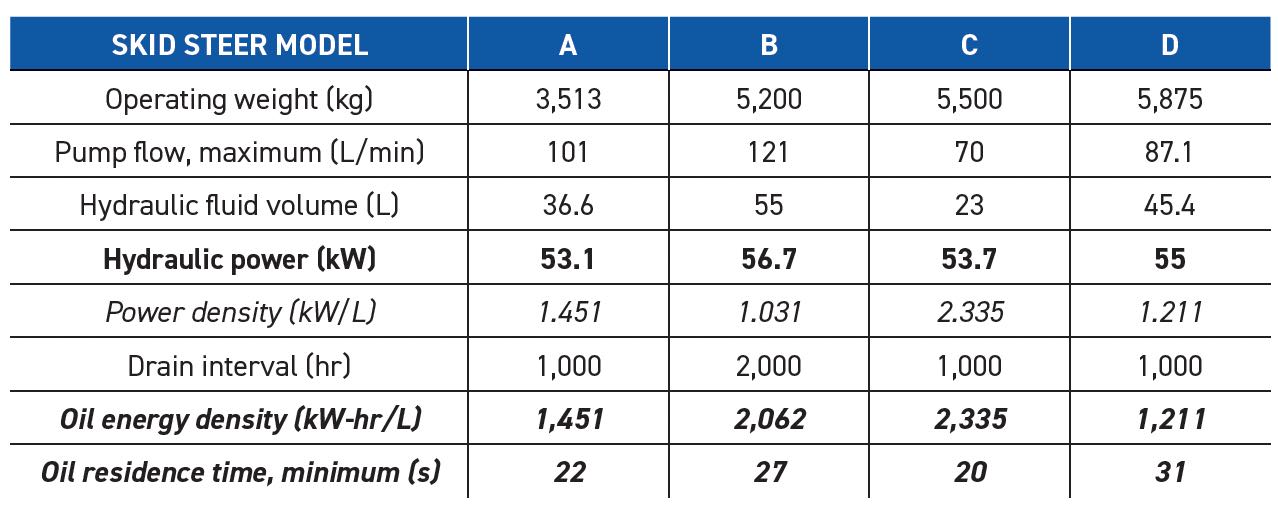 Table 2. Reservoir sizes and oil residence times for compact skid steer loaders of increasing weight and roughly equivalent power. Small reservoir volumes lead to oil residence times an order of magnitude below the 5- to13-minute maximum air release time specified for antiwear hydraulic oils in ASTM D6158 and ISO 11158. Italics indicate calculated values. Power density = hydraulic power / hydraulic fluid volume. Oil energy density = power density x drain interval. Oil residence time = pump flow / hydraulic fluid volume.
Table 2. Reservoir sizes and oil residence times for compact skid steer loaders of increasing weight and roughly equivalent power. Small reservoir volumes lead to oil residence times an order of magnitude below the 5- to13-minute maximum air release time specified for antiwear hydraulic oils in ASTM D6158 and ISO 11158. Italics indicate calculated values. Power density = hydraulic power / hydraulic fluid volume. Oil energy density = power density x drain interval. Oil residence time = pump flow / hydraulic fluid volume.
The first issue is that hydraulic fluids may have a lifetime parameter related to power per volume. In Table 2, this parameter is expressed as oil energy density, in kilowatt-hours per liter. It is calculated from the hydraulic power, the fluid volume and the drain interval. The oil energy density is an indication of how hard the oil is working. Model C, which has the smallest reservoir volume, is working its oil the hardest. In contrast, Model D, which has a larger reservoir, places much less demand on its oil.
The second issue is that small reservoirs require fluid to be cycled rapidly through the system. As a result, the residence time may not be long enough to fully release air from the oil, raising the risk of gaseous cavitation. Gaseous cavitation occurs when air bubbles in an oil expand as they are drawn into the pump inlet under vacuum and violently compressed within the pump. The impact of collapsing bubbles is undesirable because it causes metal fatigue, surface erosion and noise. Figure 2 illustrates the type of damage that cavitation can cause under extreme conditions. The ASTM D3427 method for testing air-release properties of oils is used to measure how long it takes for a hydraulic fluid to de-aerate (completely diffuse suspended air bubbles). In hydraulic performance standards such as ASTM D6158 and ISO 11158, a 5- to 13-minute maximum release time is specified, depending on the fluid viscosity grade. But, as shown in Table 1, these off-highway vehicles have oil residence times of seconds, a full order of magnitude lower than in the testing standard. Thus, when downsizing fluid volume for fuel efficiency, it is critical to consider the air-release properties of the hydraulic oil used. Failure to take this factor into account could have unintended consequences for machine life and reliability. The next section reports some results of research on this issue.
Research insights on operating performance
The following experiments illustrate some of the ways in which the proper selection of hydraulic fluid can affect performance.
Can high-performance fluids increase pump efficiency and reduce cavitation noise?
The extremely short residence times illustrated in Table 2 highlight the need to understand how air-release properties affect hydraulic system performance. Gullapalli and Michael
1 investigated the effect of fluid composition on efficiency and noise when excess air was introduced into an axial piston pump. For a conventional Group I antiwear hydraulic oil with relatively poor air-release properties, aeration caused the pump’s volumetric efficiency to drop from 93.0% to 83.6%, a change of 9.4 percentage points. Correspondingly, the sound level jumped from 107.4 dB to 115.9 dB. Among several oils designed for faster air release, the best showed a drop in efficiency of only 1.9 percentage points (from 93.4% to 91.5%) and an increase of less than 1 dB in noise (108.2 dB to 109.0 dB) during aeration.
What is the right viscosity oil for the temperature operating window of my industrial application?
A fundamental tactic for optimizing performance is correctly matching the oil viscosity to the operating temperature. Understanding the nuances of this relationship can help justify an oil consolidation program to reduce costs. Michael, Herzog and Marougy
2 surveyed the oil requirements from all pump and motor manufacturers and determined a viscosity range that encompassed a generic safe viscosity operating range across all equipment surveyed. The minimum safe viscosity for straight-grade oil was 13 cSt, and the maximum was 860 cSt.
The authors translated these values into corresponding operating temperatures for each ISO viscosity grade
(see Figure 3). For example, the viscosity of grade 10 oil will be 860 cSt at 33 C and 13 cSt at 32 C. Note the significant temperature overlap across all grades. In an industrial setting, for a given machine’s operating temperature, multiple grades may be suitable. Thus, with careful selection, the number of grades used can be minimized across multiple kinds of equipment.
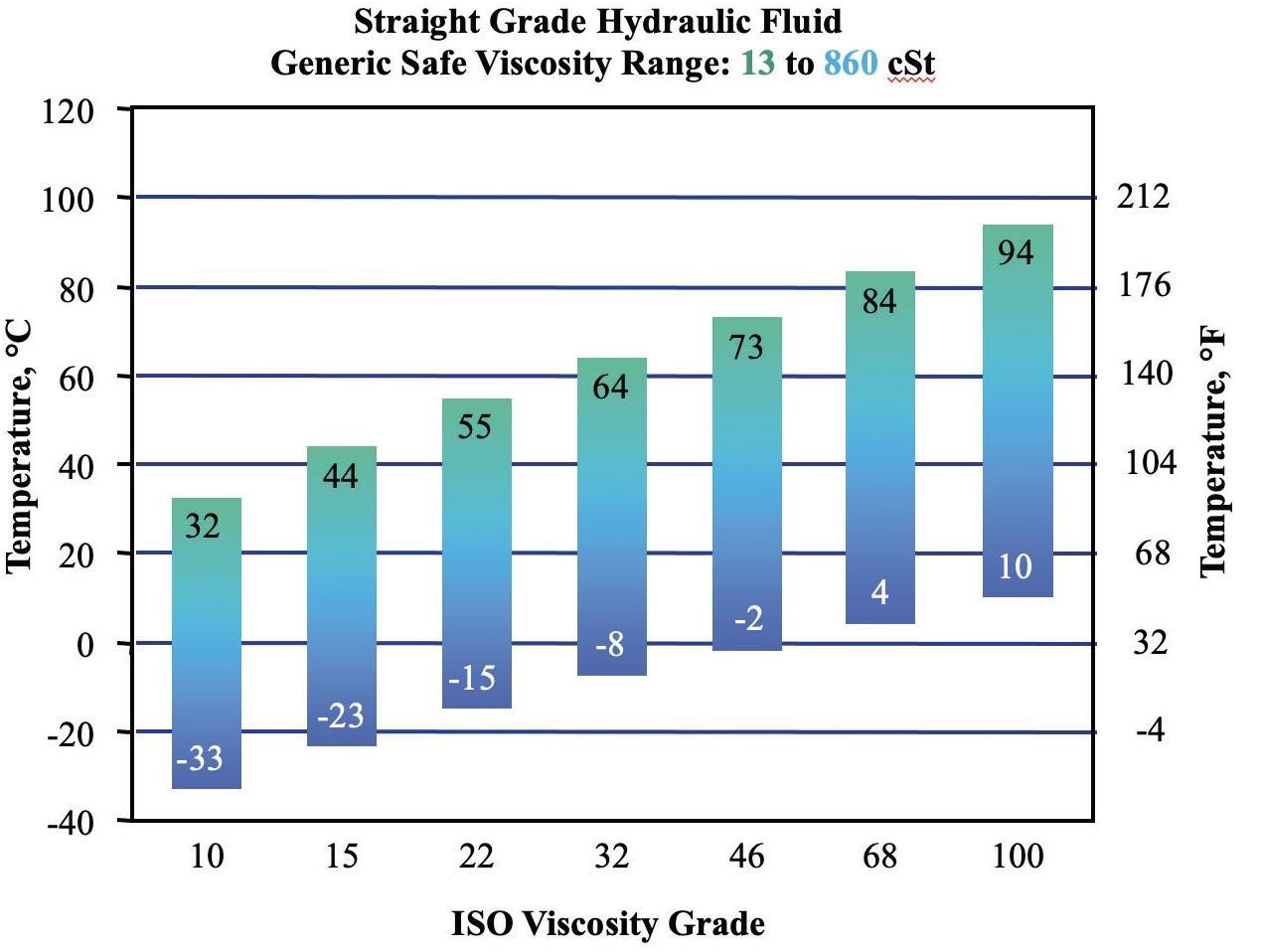 Figure 3. Safe viscosity range (identified by surveying manufacturer specifications) translated to operating temperatures for various oil viscosity grades. For example, the viscosity of grade 10 oil will be 860 cSt at -33 C and 13 cSt at 32 C. Figure adapted from Ref. 2.
Figure 3. Safe viscosity range (identified by surveying manufacturer specifications) translated to operating temperatures for various oil viscosity grades. For example, the viscosity of grade 10 oil will be 860 cSt at -33 C and 13 cSt at 32 C. Figure adapted from Ref. 2.
Can hydraulic fluid choice improve machine productivity?
As mentioned earlier, fluid power systems are designed with tight tolerances to preserve the pressure envelope. As a result, fluids encounter severe shear stress as they pass these narrow gaps. In oils that contain viscosity modifiers, shear stress can cause a loss of viscosity. The shear elongates the additive molecules, reducing their effectiveness. Sometimes the molecules elongate to the point of breaking. In this case, the viscosity of the fluid is permanently reduced. Permanent shear can be detected with a basic kinematic viscosity test.
Michael et al.
3 conducted dynamometer tests with a variable-displacement axial piston pump to determine how different formulations responded to shear. Compared to two straight-grade oils, two shear-stable oils lowered flow losses by about 5%. Recall the concept of energy transfer within the pressure envelope: The recovered flow is available to either do productive work or reduce the swashplate angle. Reducing the swashplate angle (“destroking” the pump) is desirable because it reduces the torque required to rotate it. (Because power equals the mathematical product of torque and speed, reducing the input torque reduces the amount of power needed from the engine or batteries.) Fluid power systems must be designed to withstand extensive cyclic loading and unloading.
This study also revealed an important nuance for understanding the relationship between efficiency and losses. An oil was tested at two temperatures (i.e., two viscosities), with the output power held constant
(see Figure 4). The pump efficiency was essentially the same (see Figure 4, far right), but the system losses were quite different, leading to a difference in power requirements (see Figure 4, far left). (Efficiency here is the input power minus losses, divided by the input power. Because the change in system losses and change in input power are in the same direction, they wash out of the efficiency calculation.) This result highlights a problem with focusing narrowly on efficiency when evaluating the effects of fluids on system performance. Measuring losses, whether volumetric (flow) or mechanical (torque), provides a better insight into how a fluid can affect hydraulic performance.
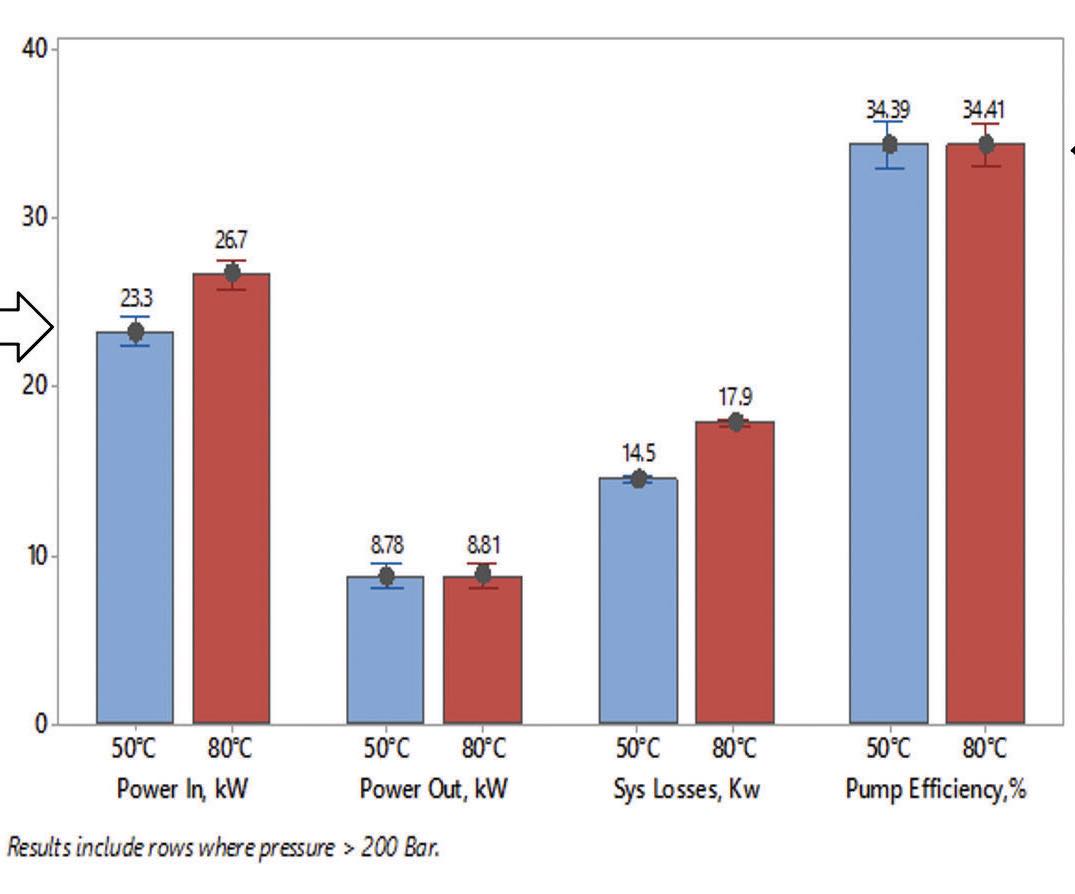 Figure 4. Tests of a variable-displacement axial piston pump at constant output power and two temperatures (i.e., two viscosities). Note that although the pump efficiency is essentially the same (far right), the system losses are different, leading to a difference in power requirement (power in, far left). Figure courtesy of Ref. 3.
Figure 4. Tests of a variable-displacement axial piston pump at constant output power and two temperatures (i.e., two viscosities). Note that although the pump efficiency is essentially the same (far right), the system losses are different, leading to a difference in power requirement (power in, far left). Figure courtesy of Ref. 3.
How do ashless and zinc-containing hydraulic fluids compare in terms of forming tribological films?
Because hydraulic motors operate at low speeds, boundary lubrication properties have an outsized effect. Miller et al.
4 looked at four fluids with different base oils and antiwear additives. The authors measured the traction coefficients, efficiency at low speed, surface wear and film characteristics. The tribological films showed distinctly different spatial distribution of elements depending on the antiwear additive that was present, as shown in Figure 5. In addition, the elemental profile of the film differed depending on the component on which it was deposited. Interestingly, the ashless fluid (B) most effectively reduced friction and deposited the thinnest antiwear film on the motor surface.
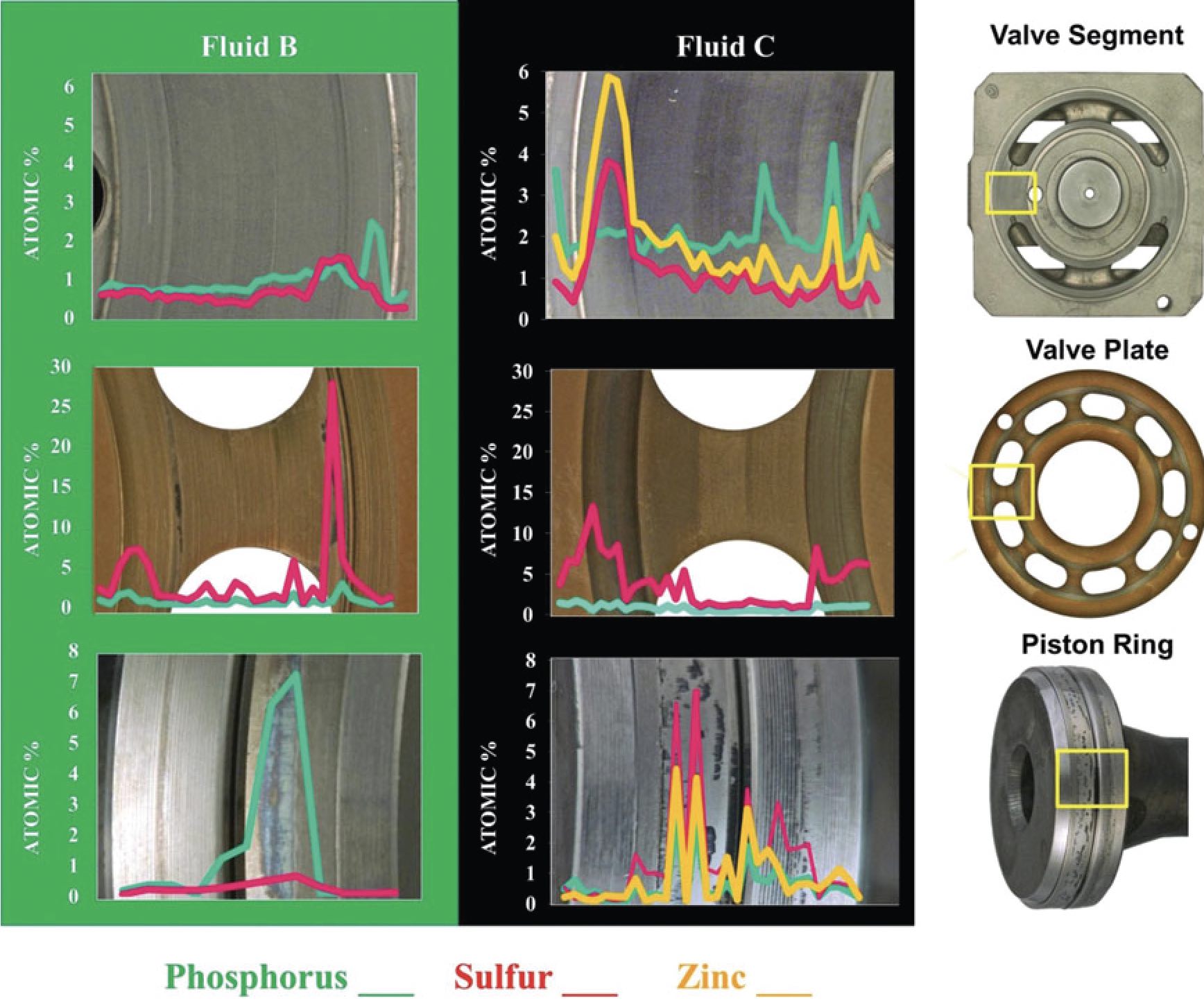 Figure 5. Tribological films show distinctly different elemental distribution depending on the type of antiwear additive and the location of deposition. Left: ashless additive. Right: additive containing zinc dialkylthiophosphate. Figure courtesy of Ref. 4.
Figure 5. Tribological films show distinctly different elemental distribution depending on the type of antiwear additive and the location of deposition. Left: ashless additive. Right: additive containing zinc dialkylthiophosphate. Figure courtesy of Ref. 4.
Can high-performance hydraulic fluids reduce operating costs?
When the U.S. military operates heavy equipment abroad, it sometimes must transport fuel to the theater of operations. If advanced hydraulic fluids could improve equipment efficiency and reduce fuel demand, the savings could be significant. Bramer, Sattler and Michael
5 tested a fluid formulated for high efficiency and found that, compared to SAE 10 fluid, it showed lower friction, lower flow loss and lower torque loss. More flow means more ability to do work to turn the hydraulic motor and move the machine. More torque means that more power is available when the machine is engaging its payload, which is important for intensive operations.
A comparison of input and output power between two advanced fluids and SAE 10 revealed a performance difference between the two advanced fluids. While both allowed the motor to produce more power, only one also consistently reduced the input power requirement. This difference proved crucial to reducing fuel demand. When the fuel efficiency was extended over 11 equipment classes, projected savings ranged from $8 to $64 million per year.
Can the right fluid mitigate stick-slip friction in cylinders?
Hydraulic cylinders are subject to stick-slip friction. That is, stiction between the rod seal and the cylinder results in erratic rod motion. The erratic nature of the slippage can cause positioning errors that present a safety hazard, particularly in large-scale equipment, such as aerial work platforms, telescoping lifts and cranes. Ogunsola, Bin Shahid and Michael
6 used high-speed video and motion amplification in a simple piston setup to study several fluid and seal combinations. One fluid showed strong oscillations in the extension force, with frequency peaks at around 50, 100 and 150 Hz. Analysis of the sound spectrum showed peaks corresponding to the force oscillations. A second fluid, which contained a friction modifier, showed almost no force oscillations under the same conditions. Vector plotting of the rod motion showed a characteristic bouncing in a down-up-forward pattern during stick-slip oscillation. The presence or absence of zinc additives did not affect stick-slip behavior. Design changes are required to convert engine-powered off-highway machines to electric drive systems.
Are steady-state test results really applicable to real-world hydraulic conditions?
As any car buyer who has studied a city/ highway fuel economy sticker knows, fuel consumption depends on operating patterns. However, the efficiency of components such as pumps is usually studied under steady-state conditions. What happens to pump efficiency under dynamic conditions? Michael et al.
7 obtained the duty cycle of a backhoe from a manufacturer and programmed a dynamometer to recreate those loads in a characteristic 12-second trenching cycle. This cycle was segmented into 580 individual motions that were recreated on the dynamometer under steady-state conditions. Within the confidence intervals of the test, the mechanical efficiency of the dynamometer was the same under both static and dynamic conditions. This result illustrates the excellent responsiveness of hydraulic systems. However, the volumetric efficiency and the overall efficiency were about 2% less under dynamic testing. The temperature of the tests (50 C and 80 C) did not have a statistically significant effect. As it turns out, steady-state tests of mechanical efficiency do translate to real-world operations.
Implications of advanced fluids for system design
In the past several decades, fluid performance has leapfrogged into staggering new territory. Some new fluids are able to operate at upward of 7,000 psi (~500 bar) and 4,000 rpm. However, the full impact of these fluids has yet to be felt. Some pumps and motors are available that can operate in this range, but development of high-pressure valves and hoses is not as far advanced. With further advances in system components, these high-performance fluids will make it possible to exploit high-pressure, high-speed hydraulic systems. For example, the ability to provide more pressure in a smaller space will enable compact hydraulic designs, such as battery-powered, high-pressure hydraulic hand tools, and open other entirely new applications for hydraulic power.
REFERENCES
1.
Gullapalli, S. and Michael, P. (2018), “An investigation of the effects of fluid composition on aeration, efficiency, and sound generation in an axial piston pump,” Proceedings of the 11th International Fluid Power Conference, March 18-21, Aachen, Germany,
1, 550-561.
2.
Michael, P., Herzog, S. and Marougy, T. (2000), “Fluid viscosity selection criteria for hydraulic pumps and motors,” Proceedings of the 48th National Conference on Fluid Power, National Fluid Power Association, April 4-6, Chicago, paper NCFP I00-9.12.
3.
Michael, P., Cheekolu, M., Panwar, P., Devlin, M., Davidson, R., Johnson D. and Martini, A. (2018) “Temporary and permanent viscosity loss correlated to hydraulic system performance,”
Tribology Transactions, 61 (5), pp. 901-910.
4.
Miller, M.K., Khalid, H., Michael, P., Guevremont, J.M., Garelick, K.J., Pollard, G.W., Whitworth, A.J. and Devlin, M.T., (2014), “An investigation of hydraulic motor efficiency and tribological surface properties,”
Tribology Transactions, 57 (4), pp. 622-630.
5.
Bramer, J., Sattler, E. and Michael, P. (2022), “Dynamometer testing of energy efficient hydraulic fluids and fuel savings analysis for US Army construction and material handling equipment,”
Lubricants 10, pp. 216-232,
https://doi.org/10.3390/lubricants10090216.
6.
Ogunsola, S., Bin Shahid, J. and Michael, P. (2022), “The effects of fluid properties on rod seal stick-slip mechanical and sound vibrations,” 13th International Fluid Power Conference (13 IFK), June 13-15, Aachen, Germany.
7.
Michael, P., Stelson, K., Williams, D. and Malik, H. (2022), “Dynamometer testing of hydraulic fluids in an axial piston pump under simulated backhoe loader trenching conditions,” 2022 ASME/BATH Symposium on Fluid Power and Motion Control, Bath, UK, September 14-22.
Jane Marie Andrew is a freelance science writer and editor based in the Chicago area. You can contact her at jane@janemarieandrew.com.