Get it Right: Select the Correct Lubricant
by Suzi Wirtz
Editor’s Note: Some of the materials in this article is based on content originally published in Tribology & Lubrication Technology (TLT), STLE’s official monthly magazine.
If you own and operate machines or if you are in technical sales and selling to owners and operators, you need to understand how to identify the right lubricant for a specific need. Basically, the lubricant you choose must be able to support the demands imposed by the production process and environment. A lubricant is a complex organic chemical blend of complimentary and competing ingredients. To create a successful lubricant, chemical engineers must achieve a balance, many times working through trial and error, coupled with a tremendous amount of testing. The largest component of the lubricant, and the part of the lubricant that does most of the work, is the basestock. Basestocks are very complicated.
Three main ideas are discussed here:
• Functions of a lubricant
• Film formation
• Performance properties of common finished lubricants
Recognize the Six Functions of a Lubricant
| Function |
Description |
| Reduce Friction |
Friction occurs when surface high spots (asperities) collide. Machine surfaces resist movement (friction) when the small surface area of an asperity combines with the full load of the machine components and production materials, causing high unit loads. |
| Reduce Wear |
Wear occurs between machine surfaces (surface-to-surface) when asperities and/or surrounding surfaces cut, tear, fatigue, and weld. Since these wear modes are microscopic, they are often overlooked until component repair is necessary. |
| Remove Heat |
The microscopic oil film absorbs heat from the machine's surfaces and transfers heat into the sump, the machine casing and eventually the local atmosphere or a heat-removal device. the key work of heat removal occurs at the point where machine surfaces interact with microscopic film. |
| Remove Contaminants |
Fluid lubricants collect any wear or atmospheric debris or fluid contaminants from the working contact area and transfer the contaminants away from the working zone. semisolid and solid-type lubricants cannont perform this role as efficiently as a liquid, but the responsibility still exists. |
| Control Corrosion |
In production environments with large concentrations of moisture or corrosive chemicals, seepage into the production machines can occur (via normal heating/cooling processes). lubricants are equipped to handle this in mild environments, but in combustion engines, it is more difficult. As the lubrcant ages, it becomes more corrosive and needs to be fortified to prevent further corrosion |
| Provide a means for Power Transfer |
Power transfer occurs through fluid clutch applications in many industrial systems. In hydraulic systems, the lubricant must provide the means through which electrical energy is converted to fluid energy (increased pressure) and transferred through the system piping to mechanical components were work can be accomplished. |
The lubricant performs these six functions by creating a fluid cushion between the interacting machine components and by continuously flushing the interacting surfaces. Note that the fluid cushion needs to be thick enough to separate the surfaces and clear the asperities between those two surfaces. This chart shows the typical roughness of surfaces based on common machine surface finishing techniques:
| Surface |
RMS, u |
Max, u |
| Turned |
2.8 |
12.0 |
| Ground |
0.6 |
3.0 |
| Fine Ground |
0.2 |
0.8 |
| Lapped |
0.04 |
0.2 |
Understand Film Formation
When choosing a lubricant, examine the combination of the type of film that forms when the machine is running and the machine’s ability to sustain the full fluid film during normal operation and the machine’s operating environment. These represent the performance properties required from the lubricant you choose; they may change somewhat during operation but mostly are set by the machine designer and the production process itself. The type of oil film created within the machine is dependent upon the nature of the machine component interactions, that is, sliding or rolling. (Examples are: plain journal bearings; element bearings such as roller, ball, spherical roller, needle, tapered thrust; gears such as spur, helical, hypoid, worm; pump surfaces such as gear, sliding vane, piston; and other incidental components such as linear screw, ball joint, spline, etc.)
Four factors influence the type of oil films that develop and the speed with which they develop:
1. The size of the lubricated machine surface (area).
2. The type of surface interaction (sliding or rolling).
3. The speed with which the machine surfaces interact.
4. The viscosity of the lubricant supplied to the machine.
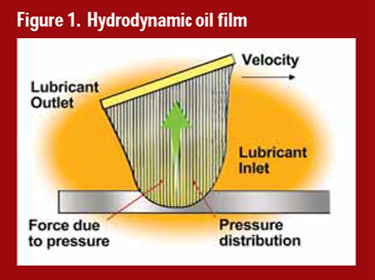
Sliding interaction results in hydrodynamic oil film (HD). Think of a water skier who floats on a hydrodynamic film when he achieves enough speed to rise on top of the water on a pressure wedge formed between the ski and the water. Similarly, machine HD films occur with the moment of lift being dictated by the combined influences of component surface area, machine speed, machine load and lubricant viscosity. HD oil films are fairly fat at 3 to 10 micrometers thick.
Figure 1.
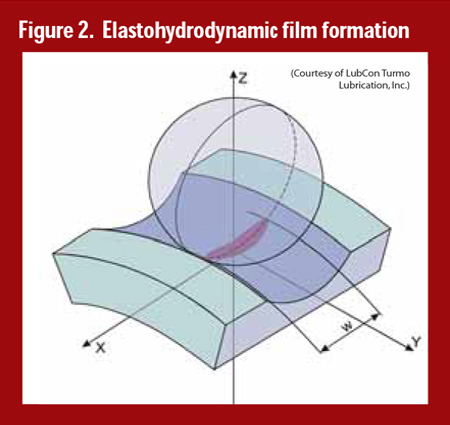
Rolling interaction can create elastohydrodynamic (EHD) oil film. Think of a tire hydroplaning on wet pavement. The tire creates a flat spot where it contacts the road, otherwise there would not be enough surface area to actually hold onto the road surface. Then, at a given speed, the vehicle can float on a very thin film of water resting on the pavement. The thicker the film of water, the lower the speed required to make the vehicle float. Likewise, when a machine surface interacts with a rolling motion, the flat spot provides enough surface area that, at some speed of interaction, the rolling surface floats. The wider the surface and the thicker the oil, the lower the speed at which the machine surface floats. EHD oil films are thin, ranging from 0.5 to 1.5 micrometers thick.
Figure 2.
Whether HD or EHD, the films form after reaching an equilibrium state where the lubricant is being supplied into the gap at a high enough rate that the squeezing force applied by the machine cannot push it out of the way. When that balance is reached, the pressure that builds at the point of machine surface interaction overcomes the machine dynamic load and the surfaces separate.
Several factors can influence the long-term stability of the HD or EHD films because they influence the extent to which the oil film is adequate for the machine’s operating state, and/or whether specialized additives are required to provide an additional protective physi-chemical surface protection film.
1. Types of materials used to create the machine surface (both surfaces).
2. The way the lubricant is applied to the machine (static-bath or dynamic-forced flow).
3. The total (static ) load that is applied to the machine surfaces.
4. The degree of “shock loads” or dynamic load peaks that occur during operation.
5. The lubricant itself (viscosity, additive types, ongoing maintenance of lubricant health).
NOTE: The machine load and lubricant viscosity dimensions do NOT determine the type of oil film, but do greatly influence the lowest speed requirement for film formation and whether the film can me maintained at a normal running speed.
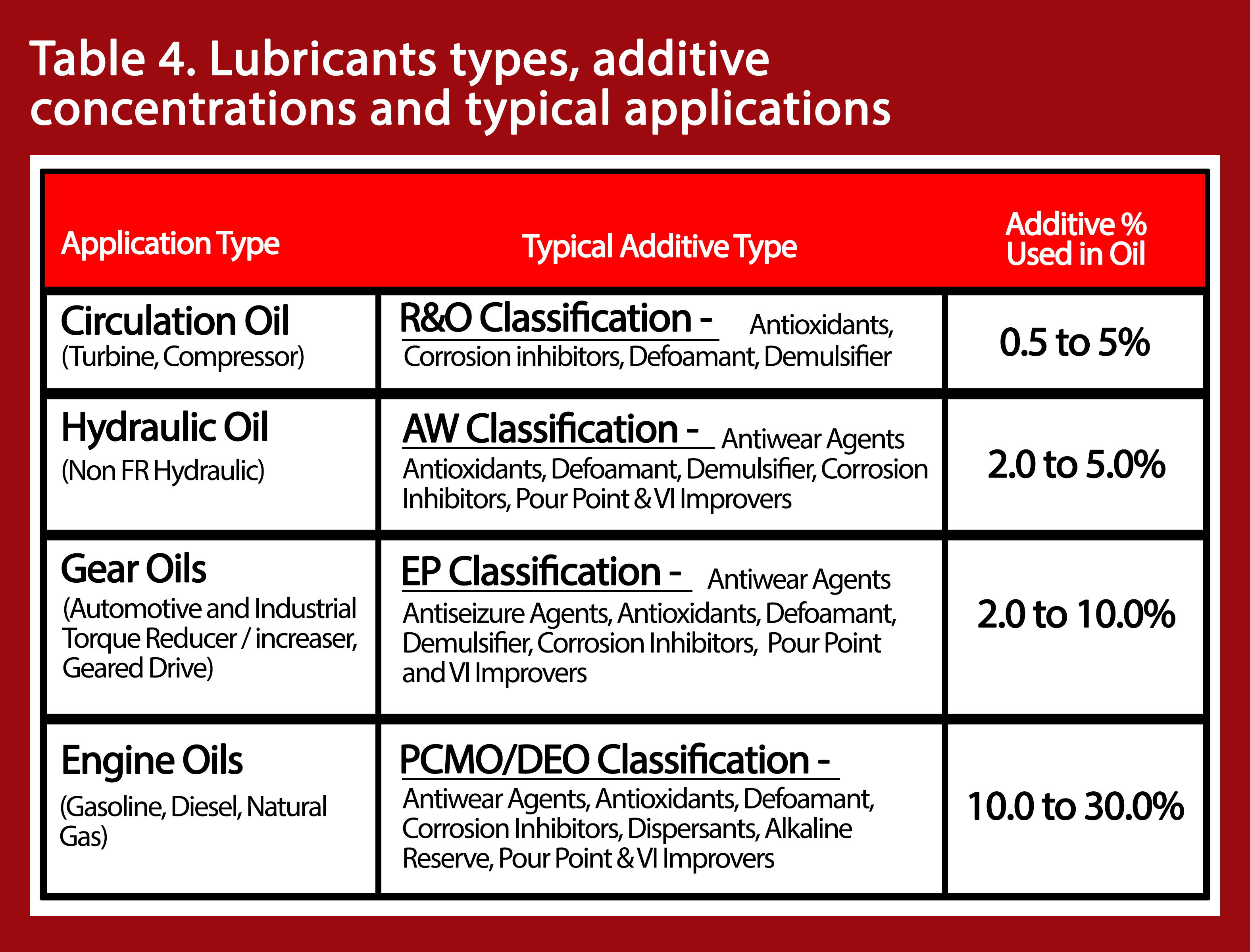
Know the Performance Properties of 3 Common Types of Finished Lubricants