The real reasons why hydraulic fluids fail
Greg Livingstone and Glenn Cavanaugh | TLT Webinars July 2015
And strategies to stop problems before they start.
KEY CONCEPTS
•
Major modes of hydraulic oil degradation include oxidation, thermal degradation and contamination.
•
Hydraulic oils are subjected to increased thermal and mechanical stresses in modern hydraulic systems causing system deposits, fluid failure and equipment reliability issues.
•
Inadequate oil analysis testing is the leading reason why hydraulic oil users experience performance problems with their fluids.
MEET THE PRESENTER
This article is based on a Webinar originally presented by STLE University. “Why Hydraulic Fluids Fail” is available at
www.stle.org: $39 to STLE members, $59 for all others.
Greg Livingstone is the executive vice president of business development at Fluitec International based out of Jersey City, N.J. Greg has been involved with lubrication contamination control and condition monitoring for the last two decades. He’s a Certified Lubrication Specialist™ and has held industry leadership roles in several committees, including ASTM’s Turbine Oil Analysis and Problem Solving Committee and STLE’s Power Generation and Wind Turbine technical groups. He has over 40 published papers focused on lubricant condition monitoring and contamination control. You can reach Greg at
g.livingstone@fluitec.com.
 Greg Livingstone
Greg Livingstone
THE GLOBAL DEMAND FOR HYDRAULIC OILS IS APPROXIMATELY 1.25 BILLION GALLONS THIS YEAR, approximately 10% of all lubricants sold. Hydraulic oils are used in a wide variety of applications. However, most of these applications have one thing in common: more severe operating conditions are resulting in accelerated fluid failure.
One of the most important properties measured in operating hydraulic fluids is its cleanliness. Although measuring contamination is an important aspect, contaminants cause equipment failure but not necessarily fluid failure. This article explores the various mechanisms causing hydraulic fluid degradation and suggests methods to detect and avoid premature fluid failure.
STRESS=PROBLEMS
Like many other industrial lube systems, hydraulic fluids are subjected to more stresses today than in the past. This is the case across many industries, ranging from injection molding and steel mills to off-road and construction equipment. In order to reduce cost, weight and space, reservoirs are shrinking in size. A recent survey in plastic-injection molding machines revealed that a major manufacturer has reduced the oil reservoir volume for the same machine by 40% over the last 10 years.
In order to improve performance, valves have tighter clearances. Hydraulic systems are engineered with increased power outputs and productivity requiring higher speeds and shorter cycle times. OEMs also are designing systems with reduced noise levels and lower carbon footprints, which require hydraulic oils to have great efficiency. Since the hydraulic fluid is an integral part of the equipment’s operational components, making all of these evolutionary changes in hydraulic system design places further demands on hydraulic oils.
End-users share some responsibility in the increased stress on the hydraulic oils. Their attention to leak reduction inadvertently results in fewer additions of new oil top-offs. And because of the economics of production, many hydraulic machines are operated by the user at a higher production rate than originally designed.
The confluence of system design changes and more severe operating conditions is more oxidative and mechanical stresses with less recovery time for the oil. Oxidation is now the most common form of fluid failure followed by the depletion of antiwear protection. However there are new degradation mechanisms being observed such as spark discharge and micro-dieseling.
OXIDATION’S IMPACT
Oxidation was originally defined as a reaction involving combination with oxygen. However, its definition now has been expanded to include any reaction in which electrons are transferred from a molecule. Oxidation is the predominant reaction a lubricant undergoes in service and accounts for significant lubricant performance problems. Oxidation is the major source of viscosity increase, varnish formation, sludge and sediment formation, additive depletion, base oil breakdown, filter plugging, loss of foam resistance, loss of demulsibility, acid number increase, rust and corrosion.
Hydraulic systems are particularly prone to performance problems due to oxidized oils. This is the result of using more sensitive and precise servo-valve controls that yield the improved operational performance. These control valves however have very low tolerance levels for oil contamination and in particular, varnish.
THE IMPACT OF VARNISH
Although there are multiple ways in which hydraulic oils can degrade, the result of oil degradation is typically the generation of deposits. These deposits are most often the link between the oil degradation and machine performance and reliability.
Varnish can cause a wide range of operational challenges in lube systems. Increased wear rates are experienced due to the “sandpaper” effect of particles trapped by the varnish. Heat exchanger efficiency declines as varnish creates an insulating layer on the tubes. Oil flow is impaired causing starvation issues. Filters blind off as they become slimed. The fluid life itself is shortened due to the reactive nature of these deposits.
Servo-valves are the most sensitive component impacted by varnish. An example of a varnished valve is seen in Figure 1. A leading cause of valve hysteresis and chatter is caused by the increased static friction required to move varnish coated components. Some of the operational impacts in a hydraulic system are:
•
Loss of clamp speed or cycle time impacting production
•
Reduced repeatability and precision impacting scrap rate
•
Increased set up and interchangeability times due to additional maintenance and variance adjustments impacting production.
 Figure 1. A small layer of varnish deposit due to hydraulic oil oxidation can lead to servo-valve sticking, accelerated wear and malfunction. (Photo courtesy of A. Sasaki.)
HYDRAULIC OILS EVOLVE
Figure 1. A small layer of varnish deposit due to hydraulic oil oxidation can lead to servo-valve sticking, accelerated wear and malfunction. (Photo courtesy of A. Sasaki.)
HYDRAULIC OILS EVOLVE
Hydraulic oil formulations are becoming more advanced so they can provide greater performance under these demanding conditions. Industrial petroleum-based hydraulic oil formulations have traditionally used a Group I solvent refined base stock and zinc dialkyldithiophosphate (ZDDP) as a combined antiwear and antioxidant additive system. There are three formulation trends being seen with industrial hydraulic oils to provide significant improvements over previous formulations:
Use of high-purity base oils. As we have seen with many other industrial lubricants, Group II and III base oils are supplanting Group I oil as the base fluid of choice. When formulated with the correct antioxidants, these oils are can provide improved oxidation stability and longer drain intervals. Higher purity base oils however have lower solubility of impurities, such as varnish, often resulting in poorer deposit control.
Energy-efficient formulations. Since hydraulic fluids can have a direct impact on the energy efficiency of the overall hydraulic system, formulations are being designed to provide improved energy efficiency. This is accomplished through improved viscometrics. Shear-stable, high viscosity index (VI) hydraulic oils have shown energy efficiency improvements across multiple applications. Studies have shown energy reduction may be up to 20% in some applications through the use of these advanced formulations. VI improvers are typically polymethacrylate polymers and can make up to 15% of the overall hydraulic oil formulation.
Increased oxidation resistance. The older generation of hydraulic oils used ZDDP as a multipurpose antiwear and secondary antioxidant system. Hydraulic oils are now commonly formulated with primary antioxidants to improve the fluid’s oxidative resistance and protect the antiwear additives. There also are formulation advancements with more oxidatively stable antiwear additive. Figure 2 shows a voltammogram illustrating one example in the change in formulations.
 Figure 2. Voltammogram displaying antioxidant responsiveness in different formulations.
Figure 2. Voltammogram displaying antioxidant responsiveness in different formulations.
Older formulated hydraulic oils like the blue line in Figure 2 only used ZDDP as an antioxidant. Newer formulated hydraulic oils like the green line use primary antioxidants in addition to ZDDP. In this case, this formulation uses amines as a primary antioxidant.
Although formulation advances continue, hydraulic oils still fail in the field, due to thermal and oxidative stresses. This is often due to a lack of understanding of hydraulic oil degradation and a failure to perform the correct tests in the condition monitoring program, if a program even exists.
THE CRITICAL STEP: CONDITION MONITORING
Failure Modes and Effects Analysis (FMEA) has been a dominant part of reliability programs since its conceptualization in the 1940s. FMEA provides a systematic method of evaluating failure modes, their causes and effects. This should be the basis of any oil analysis program, as detailed in ASTM D7874. Why perform an oil analysis test if it is not detecting the failure mode of a lubricant? Conversely, if one knows the primary modes of failure, shouldn’t your condition monitoring program be set up to detect this failure? Unfortunately, many hydraulic oil analysis programs are not aligned to the fluid’s primary mode of failure resulting in unexpected problems.
CASE STUDY: ‘BUT MY OIL ANALYSIS REPORTS LOOK GOOD!’
A plastic-injection molding facility started having machine performance problems that were simultaneously increasing their scrap rate while reducing their productivity. To ensure that it wasn’t an oil-related issue, the maintenance manager increased their oil sample test slate and frequency. Most of the machines came back in acceptable condition. Table 1 shows an example report from Machine 15, using AW46 hydraulic oil in their presses.
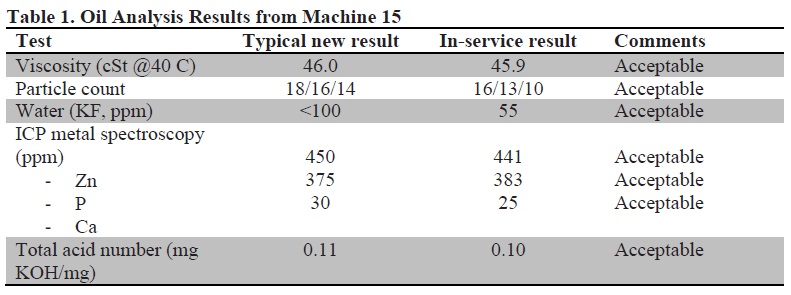
This “acceptable” oil analysis report provided a false sense of security to the maintenance manager. During the next maintenance activity, the maintenance manager noticed varnish deposits on his valve components and in the hydraulic oil reservoir. This prompted further analysis.
A voltammetry (RULER) test was used to measure the antioxidant health in the fluid, as seen in Figure 3.
 Figure 3. A RULER voltammogram determined that the in-service oil had no remaining antioxidants. (Graph courtesy of RelaDyne.)
Figure 3. A RULER voltammogram determined that the in-service oil had no remaining antioxidants. (Graph courtesy of RelaDyne.)
Next, the maintenance manager performed a membrane patch colorimetry (ASTM D7843) test (
see Figure 4) on the in-service hydraulic oil. The result was a ΔE of 61, which was determined to be in the critical range.
 Figure 4. The MPC patch is shown, with a critical rating of 61 indicating a high potential for varnish deposits. (Photo courtesy of RelaDyne.)
Figure 4. The MPC patch is shown, with a critical rating of 61 indicating a high potential for varnish deposits. (Photo courtesy of RelaDyne.)
The additional analysis revealed the source of the plastic-injection molding machine performance problems—oxidation leading to the development of varnish.
LEARNINGS FROM THE CASE STUDY
The maintenance manager thought he was testing for oxidation and varnish tendencies. He mistakenly thought that elemental spectroscopy would indicate the health of his ZDDP additive package and that acid number and viscosity would identify oxidation. Here’s why those tests were ineffective at identifying oxidation and deposit formation.
•
Elemental spectroscopy. This is a powerful oil analysis tool and is effective for identifying metallic additive elements. However, this test does not measure additive health. The ZDDP molecule may no longer be intact and effective. It may have degraded to form sulfates and phosphates, which are ineffective as antioxidants or antiwear additives. However, the zinc and phosphorus element analyses remain unchanged as those elements are still in the fluid until they eventually settle out as sludge.
•
Acid number. This has been an integral part of hydraulic oil analysis for decades. The final component in an oxidation reaction is acid, so this test has shown value in measuring the results of oxidation. However, because Group II and III base oils have lower solubility, the degradation products may not remain in the oil long enough to be converted to an acidic molecule. Also, acids will only start to develop in the oil once all of the antioxidants have been depleted—often beyond fluid failure and too late to prevent operational troubles.
•
Viscosity. Increases may be due to oxidation. However, by the time a noticeable change has occurred, many other problems are well entrenched.
APPROPRIATE TESTS FOR DETECTING OXIDATION AND VARNISH IN HYDRAULIC OILS
To adequately predict hydraulic oil failure due to oxidation, the following tests are recommended:
•
Voltammetry, RULER (ASTM D6971). This test identifies the antioxidant health of both primary and secondary antioxidants used in hydraulic oils.
•
Fourier transform infrared spectroscopy (FTIR). There are several ASTM methods that can be of value in monitoring hydraulic oils.
o
ASTM D7414 measures oxidation.
o
ASTM D7412 measures antiwear additives.
o
An ASTM draft method is currently drafted to measure acid content by FTIR.
o
FTIR also is effective at measuring phenolic antioxidants.
•
Membrane patch colorimetry (ASTM D7843). This test method is effective to determine a hydraulic oil’s propensity to form varnish.
•
Ultracentrifuge. Extracting and qualitatively measuring the amount of degradation products through high centrifugal forces has been successful in predicting the onset of varnish.
OTHER FORMS OF HYDRAULIC OIL DEGRADATION
Although oxidation is the most prevalent mode of degradation in hydraulic oils, it certainly is not the only mode. Below is a short summary of some of the major modes of fluid degradation that also occur to hydraulic oils.
•
Oxidation. This is the most prevalent mode of degradation, especially in modern hydraulic machines running at elevated temperatures, speeds and pressures. Oxidation is accelerated with heat and metal catalysts such as iron and copper.
•
Thermal degradation. Thermal degradation is a reaction occurring at temperatures in excess of 300 C. There are several distinct modes of thermal degradation:
o
Micro-dieseling. This is a process in which air bubbles implode as they move from a high-pressure zone to a low-pressure zone, most often in a pump or bearing. This causes adiabatic compression and temperatures of 1,000 C to create sub-micron carbonaceous deposits. The oil often turns black from the soot in the fluid. Micro-dieseling also creates a black patch with a dark brown varnish background in the MPC test.
o
Electrostatic spark discharge. This is a phenomenon in which the lubricant accumulates static electricity from the Helmholtz Double Layer created in high velocity, low clearance lubricant zones. The static electricity accumulates to the point of discharge, creating sparks up to 10,000 C and thermally degrading the hydraulic oil.
o
Extreme temperature zones. This can occasionally occur in a hydraulic system. Malfunctioning valves can generate very high, localized temperatures as well as improperly sized reservoir heaters. Extreme temperature zones can crack the hydrocarbon molecule, creating both light ends and heavy ends that can impact the fluid’s viscosity, flash point and other physical characteristics. Under extreme conditions of temperature, Coke products can be formed. As Coke forms, additional fluid degradation products also form.
•
Ultraviolet (UV) degradation. Although most hydraulic oils are not exposed to UV (sunlight) causing degradation in service, UV can degrade new hydraulic oil stored outside in poly-totes. Oil analysis samples also can experience rapid degradation if they are exposed to sunlight, creating erratic results.
•
Contamination. This is a major source of lubricant component wear. Oil analysis programs generally include particle counts, elemental spectroscopy and water tests to measure these contaminants. However, contaminants also can speed up the rate of degradation or cause entirely new failure pathways to occur. Some of these contaminants include:
o
Incompatible lube or other liquid. This reacts with the hydraulic oil to form precipitates. Even if particulate is not formed, incompatible liquids can impair the hydraulic oil through its interaction with other contaminants. Hydraulic oil’s interaction with air, for example, can be seen by an increase in foam or air release times. Its interaction with water can be impaired as measured by demulsibility tests.
o
Dirt and hard particles. These are well known to cause wear. However, they also can act as catalysts to speed up the rate of oxidation. Iron and copper are good examples of wear metals that are catalysts in the oxidation process.
o
Water. Contamination will cause a host of fluid film, corrosion and viscosity issues. Water can degrade the hydraulic oil causing it to fail. Hydrolysis reactions with hydraulic base oil are an example of water’s impact on fluid degradation. Water also can react with various additive molecules. For example, water can decompose ZDDP molecules to form zinc sulfate and phosphate salts.
HYDRAULIC OIL DEGRADATION
Measuring hydraulic oil degradation is essential in a predictive maintenance strategy. How important is it, however, to understand what the mode of degradation is? Determining how the fluid is failing is not just an academic exercise, but a central part of understanding how to increase the life and performance of hydraulic oils. Many of the modes of degradation that are discussed in this article have inexpensive solutions when properly identified. For example, spark discharge may be eliminated by moving to a different type of filter. This provides great payback to the hydraulic oil user. As one can imagine, 10,000 C sparks in hydraulic oil is not conducive to long-life oil.
Oil analysis is an essential step in determining the mode of hydraulic oil failure. Another essential step is analysis of deposits when possible. Deposits may have a similar look, leading some to believe they are all the same in chemistry and originating from the same source. But in fact, lube deposits come in a wide range of chemical flavors. Understanding their constituents allows one to better understand why the deposits formed and what remediation strategy to pursue.
CONCLUSION
Hydraulic oils are subjected to increased thermal and mechanical stresses in modern hydraulic systems causing system deposits, fluid failure and equipment reliability issues. Hydraulic oil formulations are being tweaked to accommodate this more stressful environment; however, many problems still persist. The leading reason why hydraulic oil users experience performance problems with their fluid is due to inadequate oil analysis testing. Simply, oil degradation and deposit formation are not being measured in most condition monitoring programs. By upgrading oil analysis packages to include antioxidant health monitoring and the potential for deposit formation, many hydraulic oil degradation problems can be avoided.
There are many degradation mechanisms that could be at play in hydraulic systems, such as oxidation, micro-dieseling or electrostatic spark discharge. Analytical testing of the oil and any generated deposits can identify what mechanism may be responsible for degradation. Determining these root cause failure mechanisms also can identify solutions to slowing or stopping these degradation arrays.
REFERENCES
1.
Wooton, D., Ameye, J. and Livingston, G. (2015), “Antioxidant monitoring as part of lubricant diagnostics—A luxury or a necessity?” OilDoc 2015 Conference Proceedings.
2.
Wooton, D. and Livingston, G. (2013), “Lubricant deposit characterization.” OilDoc 2013 Conference Proceedings.
Greg Livingstone is the executive vice president of business development for Fluitec International based out of Jersey City, N.J. You can reach him at g.livingstone@fluitec.com.
 Glenn Cavanaugh is regional sales manager for Fluitec International. You can reach him at g.cavanaugh@fluitec.com
Glenn Cavanaugh is regional sales manager for Fluitec International. You can reach him at g.cavanaugh@fluitec.com.